阿摩線上測驗
登入
首頁
>
技檢◆一般手工電銲-單一級
> 114年 - 00400 一般手工電銲 單一 工作項目 04:銲接施工 151-200(2025/10/03 更新)#131744
114年 - 00400 一般手工電銲 單一 工作項目 04:銲接施工 151-200(2025/10/03 更新)#131744
科目:
技檢◆一般手工電銲-單一級 |
年份:
114年 |
選擇題數:
50 |
申論題數:
0
試卷資訊
所屬科目:
技檢◆一般手工電銲-單一級
選擇題 (50)
151. 銲接後銲件施以適當的後熱,可以使銲件 (A)硬度增加 (B)內應力減少 (C)延性減低 (D)韌性減小 。
152. 造成銲道氣孔的可能原因為 (A)電流過大 (B)母材不潔及銲線生銹 (C)電弧過短 (D)母材過厚 。
153. 銲道鎚擊是為了 (A)整形 (B)消除內應力 (C)增加硬度 (D)敲除銲渣 。
154. 鋼鐵熱處理中,溫度最高的是 (A)層間溫度 (B)預熱溫度 (C)回火溫度 (D)退火溫度 。
155. 滲透不足發生的可能原因是 (A)電流太大 (B)電流太小 (C)根面太小 (D)間隙太大 。
156. 銲接部位因冷卻過快,致有麻田散鐵組織生成時,銲道易產生 (A)氣孔 (B)變形 (C)龜裂 (D)銲蝕 。
157. 金屬材料在銲接前之固定,下列何種工作方法較差 (A)採對稱式假銲 (B)小銲件應少用夾具,多用假銲定位 (C)假銲時選用較細銲條,較大電流 (D)儘量使用夾具固定 。
158. 半自動電銲銲接時風速如超過 (A)2 公尺/秒 (B)2 公尺/分 (C)2 英尺/秒(D)42 英吋/分 易產生氣孔。
159. 改進銲道滲透不足的方法是 (A)增加根面高度 (B)增大銲接電流 (C)減少根部間隙 (D)提高電弧電壓 。
160. 銲道發生龜裂的可能原因之一是 (A)電流太大 (B)厚板銲前預熱 (C)含碳量低(D)後熱處理 。
161. 無墊板對接背面容易銲穿的可能原因為 (A)電流太小 (B)銲接速度太快 (C)根部間隙太寬 (D)根面太大 。
162. 對接銲時,假銲部份龜裂應採取之措施是 (A)繼續再銲 (B)電流加大再銲 (C)龜裂之假銲挖除後再銲 (D)電流降低後再銲 。
163. 銲接運行速率太快,不會造成 (A)滲透不良 (B)銲蝕 (C)銲道表面不勻整 (D)熱影響區太寬 。
164. 下列何者為夾渣的發生原因之一 (A)使用適當電流 (B)採用適當開槽角度及間隙 (C)銲接電流太小 (D)每層熔渣徹底清潔 。
165. (本題刪題)最不可能造成搭疊的原因是 (A)移動速率太快 (B)銲槍角度不當(C)織動動作不當 (D)銲線太大 。
166. 挖除銲道內部氣孔,應避免使用 (A)火焰挖槽法 (B)空氣電弧挖槽 (C)機械挖除 (D)銲條挖除 。
167. 銲接時電流過小易產生之現象為 (A)銲道平坦 (B)噴渣增多 (C)滲透過大 (D)銲道狹窄且凸起 。
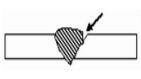
168.
如左圖箭頭所指之缺陷是 (A)夾渣 (B)銲蝕 (C)搭疊 (D)滲透不足 。
169. 銲件接合面上塗有油漆,經銲接後,對銲道品質 (A)沒有影響 (B)有不良影響 (C)增加美觀 (D)可保護銲道 。
170. 銲接電流過大時,會使 (A)較少銲蝕 (B)勻整銲道 (C)滲透不足 (D)噴渣增多 。
171. 銲接較長之銲道時,如採取後退式熔填順序可防止 (A)變形 (B)銲蝕 (C)搭疊(D)氣孔 。
172. 在銲道收尾端若急速冷卻易造成銲接金屬 (A)龜裂 (B)夾渣 (C)熔融不足 (D)軟化 。
173. 銲件預熱可使冷卻速度 (A)增快 (B)減慢 (C)不變 (D)差不多 。
174. 銲道作破壞性試驗的方法之一是 (A)X 光檢查 (B)超音波檢查 (C)彎曲試驗 (D)磁粉探傷檢查 。
175. 在接頭組合時,留有適當的間隙可減少發生 (A)滲透不足 (B)銲蝕 (C)銲接硬化 (D)外觀不良 。
176. 銲道產生氣孔可能原因之一為 (A)電流太高 (B)銲接部位不潔 (C)銲線太小 (D)銲縫間隙太大 。
177. 銲蝕發生可能原因之一是 (A)電流太大,操作不穩 (B)銲接電流太低 (C)銲接速度太慢 (D)母材溫度不夠 。
178. 銲接中電弧過長會使銲道 (A)平整均勻 (B)銲蝕及搭疊 (C)滲透良好 (D)沒有影響 。
179. 以火焰挖槽法來去除銲道缺陷,所使用的氣體是 (A)氧、氮 (B)氧、CO
2
(C)氧、乙炔 (D)氧、氬 。
180. 銲接金屬中的氫氣在斷面上集結成魚眼狀的小孔稱為 (A)銲渣 (B)銲蝕 (C)銀點 (D)熔池 。
181. 面彎試片是指試片經導彎後之 (A)表面銲道在凸面 (B)表面銲道在凹面 (C)背面銲道在凸面 (D)所有試片在凸面 。
182. 熱影響區是 (A)銲熔部位 (B)融合部位 (C)母材未熔化但金相發生變化的部位(D)所有銲接熱傳導的部位 。
183. 熔坑是表示 (A)銲道銜接所留下之凹痕 (B)銲趾熔化留下之凹痕 (C)夾渣留下之凹痕 (D)銲道終端留下之凹痕 。
184. 對接銲時,母材根部面之間的距離稱為 (A)根面 (B)喉部 (C)趾端 (D)間隙 。
185. 滲透是 (A)銲根部份 (B)熔化的深度 (C)開槽深度 (D)熔融部份 。
186. 銲趾呈過量之凸隆狀稱為 (A)滲透 (B)搭疊 (C)銲蝕 (D)銲渣 。
187. 銲接前將銲件先行加熱稱為 (A)預熱 (B)退火 (C)淬火 (D)銲穿 。
188. 電弧電壓就是 (A)一次端電壓 (B)無負載電壓 (C)負載電壓 (D)短路電壓 。
189. 對接銲的接頭型式為 (A)
(B)
(C)
(D)
。
190. 右圖銲口型式
是表示 (A)V型槽 (B)方型槽 (C)角銲 (D)單J槽 。
191. 銲接速度太快所造成的缺陷是 (A)滲透不良 (B)搭疊 (C)銲道太高 (D)熱影響區太寬 。
192. 銲疤是指 (A)滲透的深度 (B)銲道表面至根部之距離 (C)銲道終點處所產生之凹坑 (D)銲道內部氣體不及排出而形成之空心體 。
193. 銲道與銲道間或銲道與母材間,沒有充分熔解的部份稱為 (A)滲透不足 (B)融合不足 (C)外觀不良 (D)電弧偏弧 。
194. 銲接時產生之銲渣 (A)對銲道無影響 (B)有防銹作用不可除去 (C)有保溫及防止氧化作用 (D)有加速冷卻作用 。
195. 下列有關產生搭疊成因的敘述,何者最不可能 (A)銲接速度太快 (B)銲條角度不當 (C)織動動作不當 (D)銲條太大 。
196. 所謂電弧長度是指 (A)銲口兩側之距離 (B)從母材表面至根部之電弧 (C)銲條電弧端至熔池表面之距離 (D)銲條來回擺動之距離 。
197. 銲接業經預熱之厚板時,層間溫度通常應維持在 (A)接近母材熔點溫度 (B)比預熱溫度低 (C)略高於預熱溫度 (D)常溫即可 。
198. 為使下圖所示之兩銲道在交叉處熔合良好,宜採何種順序銲接?
(A)c→b→a (B)b→c→a (C)c→a→b (D)b→a→c 。
199. 電弧偏弧發生之原因是 (A)磁場干擾 (B)電流太小 (C)銲條太大 (D)銲條太小 。
200. 銲前預熱,銲後保溫主要是為防止 (A)硬化龜裂 (B)氣孔產生 (C)變形 (D)收縮 。
申論題 (0)
相關試卷
114年 - 00400 一般手工電銲 單一 工作項目 06:銲道檢驗 1-65(2025/10/03 更新)#131750
114年 · #131750
114年 - 00400 一般手工電銲 單一 工作項目 05:銲道清潔 1-21(2025/10/03 更新)#131749
114年 · #131749
114年 - 00400 一般手工電銲 單一 工作項目 04:銲接施工 351-382(2025/10/03 更新)#131748
114年 · #131748
114年 - 00400 一般手工電銲 單一 工作項目 04:銲接施工 301-350(2025/10/03 更新)#131747
114年 · #131747
114年 - 00400 一般手工電銲 單一 工作項目 04:銲接施工 251-300(2025/10/03 更新)#131746
114年 · #131746
114年 - 00400 一般手工電銲 單一 工作項目 04:銲接施工 201-250(2025/10/03 更新)#131745
114年 · #131745
114年 - 00400 一般手工電銲 單一 工作項目 04:銲接施工 101-150(2025/10/03 更新)#131743
114年 · #131743
114年 - 00400 一般手工電銲 單一 工作項目 04:銲接施工 51-100(2025/10/03 更新)#131742
114年 · #131742
114年 - 00400 一般手工電銲 單一 工作項目 04:銲接施工 1-50(2025/10/03 更新)#131741
114年 · #131741
114年 - 00400 一般手工電銲 單一 工作項目 03:試材加工及組合 51-116(2025/10/03 更新)#131740
114年 · #131740
 阿摩線上測驗
登入
阿摩線上測驗
登入
 如左圖箭頭所指之缺陷是 (A)夾渣 (B)銲蝕 (C)搭疊 (D)滲透不足 。
如左圖箭頭所指之缺陷是 (A)夾渣 (B)銲蝕 (C)搭疊 (D)滲透不足 。 (B)
(B)  (C)
(C) (D)
(D) 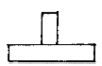 。
。 是表示 (A)V型槽 (B)方型槽 (C)角銲 (D)單J槽 。
是表示 (A)V型槽 (B)方型槽 (C)角銲 (D)單J槽 。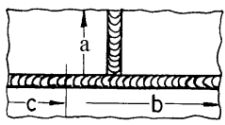 (A)c→b→a (B)b→c→a (C)c→a→b (D)b→a→c 。
(A)c→b→a (B)b→c→a (C)c→a→b (D)b→a→c 。