阿摩線上測驗
登入
首頁
>
技檢◆冷作-乙級
> 114年 - 01500 冷作 乙級 工作項目 05:組合 1-50(2025/10/13 更新)#132065
114年 - 01500 冷作 乙級 工作項目 05:組合 1-50(2025/10/13 更新)#132065
科目:
技檢◆冷作-乙級 |
年份:
114年 |
選擇題數:
50 |
申論題數:
0
試卷資訊
所屬科目:
技檢◆冷作-乙級
選擇題 (50)
1. 鋼構件加工過程中因受熱所生之翹曲,下列敘述之熱源何者為誤 (A)氣體切割 (B)電弧銲接 (C)電弧鏟削 (D)電流及電壓 。
2. 高張力螺栓接合部位在鎖緊前空隙的容許差為 (A)1 (B)2 (C)3 (D)4 mm。
3. 高張力螺栓接合,其栓緊作用係傳遞 (A)抗拉力 (B)抗壓力 (C)摩擦力 (D)抗剪力 。
4. 電銲作業中,電弧處產生極高溫,但其四週鋼板尚保持常溫,故產生 (A)局部之硬化、脆化 (B)增加結構強度 (C)產生變形 (D)局部之軟化 。
5. 下列那一項不是大型組合件之優點 (A)縮短現場時間 (B)分組製造速度增加 (C)減少現場電銲工作 (D)吊車使用次數頻繁 。
6. 折曲形狀如下圖所示,t=6 則其展開長度為
(A)a+b-0.8t (B)a+b-1.6t (C)a+b-2.4t (D)a+b-3.2t 。
7. 6mm 厚之軟鋼以 CO
2
銲接時,CO
2
之流量應調整 (A)15~20 (B)25~30 (C)35~40 (D)45~50
/min。
8. 使用鉚釘槍打擊鉚釘,而將金屬板緊密接合之加工方法是壓擠加工中的(A)壓花加工 (B)型鍛加工 (C)端壓加工 (D)車製 。
9. 使用電弧自動銲接接板時,在一般情況下,板厚在 (A)12mm (B)16mm (C)20mm (D)25mm 以上即應使用兩面開槽銲接。
10. 高張力鋼銲接,一般應選用 (A)低氫素系 (B)鈦鐵礦系 (C)高纖維素系 (D)鹽基鈦礦系 的被覆銲條。
11. 使用惰性氣體為保護的銲法是 (A)CO
2
銲接法 (B)TIG 銲接法 (C)潛弧銲接法 (D)CO
2
或潛弧銲接法 。
12. 厚工件且要求銲接強度的槽內點銲,宜 (A)加大電流直接熔銲 (B)電流適中直接熔銲 (C)銲接前去除點銲 (D)再多加銲道 。
13. 對接之母材,因加工錯誤或其它原因必須換料時,切換之板料最小寬度為 (A)100 (B)200 (C)300 (D)400 mm。
14. T 型接頭之組合間隙(Gap)過大,母材必須一部分換料時,此間隙在 (A)6(B)10 (C)16 (D)25 mm 以上。
15. 結構物之材料同為軟鋼時,用鉚接施工要比銲接 (A)費時 (B)省工 (C)省料(D)強度大 。
16. 高張力螺栓 ASTM A325,1/2"φ~3/4"φ其引張強度為 (A)74.4 (B)84.4(C)94.4 (D)105.5 kg/mm
2
。
17. 氣孔之發生是由於在銲接中所產生之 (A)一氧化碳 (B)氫氣泡 (C)油氣燃燒之氣體 (D)氮氣 殘留於金屬內而形成。
18.
如圖三支管銜接,CD 段為平面,AB 段高於 CD,則θ角求出實角後將 (A)等於θ角 (B)大於θ角 (C)小於θ角 (D)不一定 。
19. 兩個長度相等之半圓組合成一圓管,結果兩端並不平齊,其主要原因是(A)組合台沒有水平 (B)半圓管扭曲不平行 (C)點銲時造成縮收 (D)厚度不同 。
20. 如下圖兩塊大鋼板相組合,所使用之壓具下列那種較合適
(A)
(B)
(C)
(D)
。
21. 10m/m 厚之鋼板對接手銲時,其開槽角度應為 (A)0° (B)30° (C)60° (D)70° 。
22. 角銲接頭未對齊之允許誤差
是 (A)1mm (B)3mm (C)1/3 板厚 (D)一個板厚 。
23. 二構件接合時,對接之抗剪強度較搭接 (A)為優 (B)為劣 (C)視搭接之長度而定 (D)不一定 。
24. 不鏽鋼材料與普通軟鋼對接時 (A)不可銲接 (B)選用軟鋼銲條 (C)採用不鏽鋼銲條 (D)使用高張力鋼銲條 。
25. 組合時所利用之鐵鍥,其鍥嘴角度 (A)愈大 (B)愈小 (C)愈圓 (D)愈尖 愈省力。
26. 電銲工作中如發現手把線溫度過高時,應改用 (A)較細較長 (B)較細較短(C)較粗較長 (D)較粗較短 來作業。
27. 冷作工組合完後,通常要在構件上附加強力背材其原因是 (A)銲接方便(B)吊裝容易 (C)防止角度變形 (D)防止脫落 。
28. 鋼鐵構造物如有搭接(Lap)部分,其連接方式那一項較不適用 (A)用螺栓(B)用鉚釘 (C)用銲接 (D)螺栓及鉚接並用之 。
29. 銲接時,電流大小之調整與下列何項無關? (A)銲條大小 (B)銲縫大小 (C)材料厚薄 (D)銲接速度 。
30. 銲接時因電流太大,銲道會產生 (A)氣孔 (B)銀點 (C)夾渣 (D)銲蝕 。
31. 電銲條規格中 E4316 是 (A)鈦鐵礦系 (B)低氫系 (C)氧化鈦系 (D)纖維素型銲條。
32. 大構件放置於組合平台上如要調整水平,則首先需固定該平面中之 (A)最高點 (B)最低點 (C)任意一點 (D)平均點 。
33. 用於鋁或不鏽鋼厚板之主要銲接法是 (A)CO
2
銲法 (B)MIG 銲法 (C)TIG 銲法 (D)電熱熔渣法 。
34. 母材靠熔化而接合,且不加壓的銲法稱為 (A)銲接法 (B)壓接法 (C)臘接法(D)鉚接法 。
35. 氣銲變形量較電弧銲為 (A)相同 (B)小 (C)大 (D)不一定 。
36. SS-41 鋼板厚度大於 25m/m 時,預組點銲宜選用何種銲條為宜 (A)E4301(B)E4311 (C)E4313 (D)E4316 。
37. 銲機之電壓特性為 (A)降壓式 (B)恆壓式 (C)昇壓式 (D)等壓式 。
38. 組合作業時,兩構件對接,如板厚不同應以 (A)落樣面 (B)開槽面 (C)中心線之平面 (D)依圖面指示 為平齊面。
39. 兩構件對接或搭接時,宜利用 (A)壓具與鋼楔 (B)強力背材 (C)導引板 (D)背托板 將其邊緣壓平。
40. 為防止銲道龜裂,敲打的時間是 (A)施銲前即敲打 (B)銲道溫度尚未冷卻前敲打 (C)銲道溫度完全冷卻時敲打 (D)工作全部銲接完成時再敲打 。
41. 構件組合完成,銲接之前有些部位須加設導引板其功用是 (A)便於安裝(B)便於組合 (C)提高銲接品質 (D)便於吊裝 。
42.
左圖組合構件之設計方式 (A)圖( A )優於圖( B ) (B)圖( B )優於圖( A ) (C)相同 (D)配合現場要求選擇施工方便的一種 。
43. 銲接作業時易產生有害氣體之材料為 (A)鋼板 (B)鑄鐵 (C)鍍鋅板 (D)不鏽鋼板 。
44. 保養電銲機時應確實注意須經常 (A)用水清洗污垢 (B)保持乾淨乾燥 (C)加油保養 (D)油漆內部以防鏽 。
45. 銲接不鏽鋼薄板時最好採用 (A)CO
2
(B)直流電銲機 (C)MIG (D)TIG 銲接。
46. 構件組合完成後在構件上加強力背材是 (A)校正垂直度 (B)校正水平 (C)預防銲接變形 (D)吊裝構件用 。
47. 電銲條的編號 E4301 的分類中"43"是代表 (A)抗拉強度 (B)延伸率 (C)電銲條長度 (D)銲接位置 。
48. 在銲接時如銲條直徑、材質相同,使用電流以_______最大。 (A)平銲 (B)橫銲 (C)立銲 (D)仰銲
49. 8mm 厚鋼板對接時,用自動潛弧銲接應________但要留 3mm 間隙才能滲透良好 。 (A)開單 V 型槽 (B)X 型槽 (C)不須開槽 (D)不必開槽
50. 潛弧自動電銲(SAW)時,接縫間隙之精度要求,一般約為 (A)0~0.5mm(B)0~1.5mm (C)0~2.5mm (D)0~3.5mm 。
申論題 (0)
相關試卷
114年 - 01500 冷作 乙級 工作項目 07:製裝模具 1-35(2025/10/13 更新)#132069
114年 · #132069
114年 - 01500 冷作 乙級 工作項目 06:整形 51-76(2025/10/13 更新)#132068
114年 · #132068
114年 - 01500 冷作 乙級 工作項目 06:整形 1-50(2025/10/13 更新)#132067
114年 · #132067
114年 - 01500 冷作 乙級 工作項目 05:組合 51-120(2025/10/13 更新)#132066
114年 · #132066
114年 - 01500 冷作 乙級 工作項目 04:切割 1-51(2025/10/13 更新)#132064
114年 · #132064
114年 - 01500 冷作 乙級 工作項目 03:劃線 1-38(2025/10/13 更新)#132063
114年 · #132063
114年 - 01500 冷作 乙級 工作項目 02:量具使用 1-34(2025/10/13 更新)#132062
114年 · #132062
114年 - 01500 冷作 乙級 工作項目 01:識圖 51-120(2025/10/13 更新)#132061
114年 · #132061
114年 - 01500 冷作 乙級 工作項目 01:識圖 1-50(2025/10/13 更新)#132060
114年 · #132060
113年 - 113-1 全國技術士技能檢定學科_乙級:01500冷作#127906
113年 · #127906
 阿摩線上測驗
登入
阿摩線上測驗
登入
 (A)a+b-0.8t (B)a+b-1.6t (C)a+b-2.4t (D)a+b-3.2t 。
(A)a+b-0.8t (B)a+b-1.6t (C)a+b-2.4t (D)a+b-3.2t 。 /min。
/min。 如圖三支管銜接,CD 段為平面,AB 段高於 CD,則θ角求出實角後將 (A)等於θ角 (B)大於θ角 (C)小於θ角 (D)不一定 。
如圖三支管銜接,CD 段為平面,AB 段高於 CD,則θ角求出實角後將 (A)等於θ角 (B)大於θ角 (C)小於θ角 (D)不一定 。 (A)
(A) (B)
(B) (C)
(C) (D)
(D) 。
。 是 (A)1mm (B)3mm (C)1/3 板厚 (D)一個板厚 。
是 (A)1mm (B)3mm (C)1/3 板厚 (D)一個板厚 。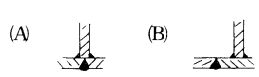 左圖組合構件之設計方式 (A)圖( A )優於圖( B ) (B)圖( B )優於圖( A ) (C)相同 (D)配合現場要求選擇施工方便的一種 。
左圖組合構件之設計方式 (A)圖( A )優於圖( B ) (B)圖( B )優於圖( A ) (C)相同 (D)配合現場要求選擇施工方便的一種 。