阿摩線上測驗
登入
首頁
>
技檢◆冷作
> 114年 - 01500 冷作 甲級 工作項目 05:組合 51-82(2025/10/13 更新)#132054
114年 - 01500 冷作 甲級 工作項目 05:組合 51-82(2025/10/13 更新)#132054
科目:
技檢◆冷作 |
年份:
114年 |
選擇題數:
32 |
申論題數:
0
試卷資訊
所屬科目:
技檢◆冷作
選擇題 (32)
51. 兩半圓形構件對接組合時,下列何者所述為非 (A)兩彎曲件之中心線應對正 (B)必須使用同高度之旋轉滾筒座 (C)旋轉滾筒座不可偏向 (D)不須使用弧形樣板,可直接點銲固定 。
52. 用於蒸汽鍋爐之鉚釘,一般皆使用 (A)沉頭鉚釘 (B)平頭鉚釘 (C)平頭鉚釘及沉頭鉚釘 (D)圓頭鉚釘及圓沉頭鉚釘 。
53. 使用鉚釘及螺栓接合中,何種結構物較常使用? (A)車輛及造船 (B)造船及大樓 (C)鍋爐及壓力容器 (D)車輛及大樓 。
54. 鉚釘接合中,一般鉚釘孔較鉚釘直徑 (A)小於 1~2mm (B)等於鉚釘直徑 (C)大於 1~2mm (D)大於 3~5mm 。
55. 在 TIG 銲接中,應採用下列何者作為保護氣體? (A)氧氣 (B)氬氣 (C)二氧化碳 (D)乙烯 。
56. 配管用鋼管,其管端車削成_________ 斜度之管牙,即易於旋上各種接頭而進行配管。(A)1/2 (B)1/4 (C)1/8 (D)1/16
57. 下圖的銲接順序稱為
(A)前進法 (B)對稱法 (C)後退法 (D)間跳法 。
58. 交互法銲接的原則是選擇銲件溫度 (A)最熱 (B)較冷 (C)次高溫 (D)中間溫度的部分銲接。
59. 低氫係低合金鋼電銲條的乾燥溫度為 (A)100℃以下 (B)150℃~240℃ (C)250℃~350℃ (D)360℃~450℃ 。
60. 沃斯田鐵系不銹鋼銲接比軟鋼容易變形的原因是 (A)膨脹係數大 (B)導熱性高 (C)熔點高 (D)無磁性 。
61. 不銹鋼所產生之全面腐蝕因為 (A)環境因素 (B)銲接影響 (C)冷間加工 (D)應力作用 所致。
62. 氬銲會產生保護氣亂流的主要原因是 (A)護罩口徑太大 (B)護罩口徑太小 (C)氣體不純 (D)護罩內有噴渣 。
63. 下列何者與氬銲電弧產生不規則無關 (A)母材太髒 (B)氣體護罩太大 (C)鎢棒太大 (D)鎢棒受到污染 。
64. 高張力鋼銲接,一般應選用 (A)低氫素系 (B)鈦鐵礦系 (C)高纖維素系 (D)鹽基鈦礦系 的被覆劑銲條。
65. 使用 CO
2
來銲接時,CO
2
氣體的功用為 (A)增加母材的強度 (B)保護電弧,不使氧化 (C)增加銲道速度 (D)增加滲透力 。
66. 在軟鋼電銲條種類中,滲透力最強的銲條是屬於 (A)鈦鐵礦系 (B)氧化鐵型(C)纖維素型 (D)氧化鈦型 。
67. 構件組合時之點銲,下列之敘述何者為非 (A)考慮銲材與母材之材質 (B)須注意銲材線徑之選用 (C)考慮銲接之電流、電壓 (D)腳長應大一點,較易固定銲件 。
68. 高張力螺絲接合時,其接合面與接合強度有關,但處理方式以 (A)塗油漆防銹蝕 (B)塗機油 (C)清除乾淨即可 (D)稍有銹斑,不須清除乾淨 。
複選題
69. 構件組合前為使工作人員完全瞭解圖面所記載各項規定,必要時填入加工符號及 (A)切割方法 (B)整形方法 (C)組合順序 (D)加工方法 。
複選題
70. 組合工作中使用鋼楔,其優點為 (A)輕便簡單 (B)可安裝於任意位置 (C)容易操作 (D)製造容易 。
複選題
71. 使用千斤頂時,需選擇適當的 (A)時機 (B)底座 (C)位置 (D)與被頂物成直角 。
複選題
72. 如下圖,彎曲之構件經過組合假銲後,使用強力背材來防止銲接時之
(A)變形 (B)張裂 (C)縮收 (D)脆化 。
複選題
73. 組合 T 型構件使用鋼楔來推動使構件密合,再配合落樣時之 (A)中心線 (B)安裝基準線 (C)板厚位置記號 (D)切割線 來組合。
複選題
74. 用於蒸氣鍋爐之鉚釘為 (A)圓頭鉚釘 (B)平頭鉚釘 (C)圓沉頭鉚釘 (D)沉頭鉚釘 。
複選題
75. 鋼結構物組合作業中,吊重搬運需考慮 (A)方便 (B)吊重負荷 (C)效率 (D)安全 。
複選題
76. 組合工作中使用一般磁力器具,其優點為 (A)輕便 (B)拘束力強 (C)製作費高(D)鎖緊及拆卸迅速 。
複選題
77. T 型構件組合時,一般 (A)銲接長度約 30~50mm (B)銲道與銲道中心距離約 250~300mm (C)銲接長度約 50~70mm (D)銲道與銲道中心距離約 450~500mm 。
複選題
78. 鋼構造物採用銲接的優點,除了減輕構造物重量,尚有 (A)無殘留應力 (B)節省材料 (C)縮短工時 (D)外觀平齊美觀 。
複選題
79. 固定點銲的位置儘量避免在構件的端部及 (A)重要構件上 (B)受力面 (C)應力集中處 (D)中心 。
複選題
80. 固定點銲容易對材質造成局部傷害的因素為 (A)組合順序 (B)銲接技術不良(C)殘留應力 (D)加熱不均 。
複選題
81. 為防止銲道產生銲淚、氣孔、龜裂等發生,故開槽施工時之精度要求 (A)開槽角度±5 度 (B)根部間隙 0.8mm 以下(無背襯) (C)根部面±1mm (D)開槽角度±3 度 。
複選題
82. 手工電銲時各構件之對接接頭,依板厚來選用 (A)4~19mm 用 I 型 (B)1.6~6mm 用 V 型 (C)12~28mm 用 X 型 (D)16~35mm 用 U 型 。
申論題 (0)
相關試卷
114年 - 01500 冷作 甲級 工作項目 05:組合 1-50(2025/10/13 更新)#132053
114年 · #132053
 阿摩線上測驗
登入
阿摩線上測驗
登入
 (A)前進法 (B)對稱法 (C)後退法 (D)間跳法 。
(A)前進法 (B)對稱法 (C)後退法 (D)間跳法 。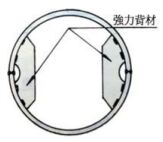 (A)變形 (B)張裂 (C)縮收 (D)脆化 。
(A)變形 (B)張裂 (C)縮收 (D)脆化 。