阿摩線上測驗
登入
首頁
>
技檢◆半自動電銲-單一級
> 114年 - 09700 半自動電銲 單一 工作項目 04:銲接施工 151-200(2025/12/08 更新)#134426
114年 - 09700 半自動電銲 單一 工作項目 04:銲接施工 151-200(2025/12/08 更新)#134426
科目:
技檢◆半自動電銲-單一級 |
年份:
114年 |
選擇題數:
50 |
申論題數:
0
試卷資訊
所屬科目:
技檢◆半自動電銲-單一級
選擇題 (50)
151. 銲蝕發生可能原因之一是 (A)電流太大,操作不穩 (B)銲接電流太低 (C)銲接速度太慢 (D)母材溫度不夠 。
152. 銲接中電弧過長會使銲道 (A)平整均勻 (B)搭疊 (C)滲透良好 (D)沒有影響 。
153. 以火焰挖槽法來去除銲道缺陷,所使用的氣體是 (A)氧、氮 (B)氧、CO
2
(C)氧、乙炔 (D)氧、氬 。
154.
左圖銲道缺陷是 (A)滲透不良 (B)搭疊 (C)氣孔 (D)銲蝕 。
155. 銲接金屬中的氫氣在斷面上集結成魚眼狀的小孔稱為 (A)銲渣 (B)銲蝕 (C)銀點 (D)熔池 。
156. 銲機的開路電壓就是指 (A)一次端開關上之電壓 (B)二次端尚未產生電弧之電壓 (C)二次端已產生電弧之電壓 (D)短路電壓 。
157. 面彎試片是指試片經導彎後之 (A)表面銲道在凸面 (B)表面銲道在凹面 (C)背面銲道在凸面 (D)所有試片在凸面 。
158. 對接銲時,母材根部面之間的距離稱為 (A)根面 (B)喉部 (C)趾端 (D)間隙 。
159. 滲透是 (A)銲根部份 (B)熔化的深度 (C)開槽深度 (D)熔融部份 。
160. 銲趾呈過量之凸隆狀稱為 (A)滲透 (B)搭疊 (C)銲蝕 (D)銲渣 。
161. 對接銲的接頭型式為 (A)
(B)
(C)
(D)
。
162. 右圖開槽型式
是表示 (A)V型槽 (B)方型槽 (C)角銲 (D)單J槽 。
163. 熔坑是在 (A)銲道的尾端 (B)銲道背面突出部份 (C)銲道面兩邊與母材交接處(D)銲道的起端 。
164. 銲疤是表示 (A)銲道銜接所留下之凹痕 (B)銲趾熔化留下之凹痕 (C)夾渣留下之凹痕 (D)銲道終端留下之凹痕 。
165. 銲道與銲道間或銲道與母材間,沒有充份熔解的部份稱為 (A)滲透不足 (B)融合不足 (C)外觀不良 (D)電弧偏弧 。
166. 電銲後產生之銲渣對銲接金屬來說 (A)根本無用 (B)保溫遮護作用 (C)增加清除麻煩 (D)影響施工 。
167. 所謂電弧長度是指 (A)開槽兩側之距離 (B)從母材表面至根部之電弧 (C)銲條電弧端至熔池表面之距離 (D)銲條來回擺動之距離 。
168. 為使下圖所示之兩銲道在交叉處熔合良好,宜採何種順序銲接?
(A)c→b→a (B)b→c→a (C)c→a→b (D)b→a→c 。
169. 電弧偏弧發生之原因是 (A)磁場干擾 (B)電流太小 (C)銲條太大 (D)銲條太小 。
170. 銲前預熱,銲後保溫主要是為防止 (A)硬化龜裂 (B)應力集中 (C)變形 (D)收縮 。
171. 在銲接進行時將電壓昇高則銲道會變 (A)寬 (B)窄 (C)深 (D)高 。
172. 在可能範圍內銲件最好應用 (A)平銲 (B)橫銲 (C)立銲 (D)仰銲 施工。
173. 銲接前將銲件先行加熱稱為 (A)預熱 (B)退火 (C)淬火 (D)續熱 。
174. 一般而言銲接在施工上較鉚接 (A)省時省料 (B)費時費料 (C)省時費料 (D)省料費時 。
175. 電銲施工中如銲接層數太多容易產生的缺陷是 (A)燒穿 (B)銲蝕 (C)變形 (D)搭疊 。
176. 銲接時電弧長度過大,則形成 (A)電壓低 (B)滲透深 (C)滲透淺 (D)銲道窄 。
177. 鋼構件銲道背面挖槽最好採用 (A)瓦斯挖槽法 (B)機械挖槽法 (C)空氣電弧挖槽法 (D)鏨削挖槽法 。
178. 銲接時夾渣發生之原因是 (A)銲線不夠乾燥 (B)銲接電流太高 (C)銲線織動過寬 (D)銲線織動過窄 。
179. 挖除假銲龜裂部分,下列中最快的方法是使用 (A)手鏨 (B)銼刀 (C)砂輪機 (D)鋸子 。
180. 銲接時銲接金屬中因氣體不及逸出時所成之缺陷為 (A)銲蝕 (B)夾渣 (C)氣孔(D)銲疤 。
181. 鑞銲法中之硬銲,其使用溫度應在 ______℃以上。(A)127 (B)227 (C)327 (D)427
182. 下列銲接位置中,銲接較為困難的是 (A)平銲 (B)立銲 (C)橫銲 (D)仰銲 。
183. 對接銲中,兩母材之間的距離稱為 (A)根面 (B)喉部 (C)趾端 (D)間隙 。
184. 下列缺陷何者與開槽設計不良無關? (A)滲透不足 (B)夾渣 (C)龜裂 (D)銲蝕 。
185. 平銲銲接時如使用的電流太高則易產生 (A)夾渣 (B)滲透不足 (C)偏弧 (D)銲蝕 。
186. 採用下列何種熔填順序的熱量分布最不均勻 (A)交互式 (B)後退式 (C)前進式(D)間跳式 。
187. 開槽角度太小,銲接時易產生之缺陷是 (A)燒穿 (B)變形 (C)夾渣 (D)搭疊 。
188. 銲接時偏弧會造成何種控制困難? (A)電銲把手 (B)電纜 (C)熔池及熔渣 (D)溫度 。
189.
左列銲道剖面圖所呈現之缺陷是 (A)滲透不良 (B)搭疊 (C)氣孔 (D)銲蝕 。
190. 開槽角度太大,會引起之缺陷是 (A)氣孔 (B)變形 (C)夾渣 (D)銲蝕 。
191. 銲接順序不當時銲件易產生 (A)氣孔 (B)夾渣 (C)變形 (D)滲透不足 。
192. 角銲時,銲道面至根部之距離稱為 (A)腳長 (B)喉深 (C)銲趾 (D)間隙 。
193. 銲接電流越大則銲道滲透越 (A)窄 (B)深 (C)寬 (D)淺 。
194. 碳鋼材料若有偏析現象,銲接後易造成 (A)變形 (B)龜裂 (C)搭疊 (D)滲透不足 。
195. 角銲的尺寸是指 (A)銲趾 (B)腳長 (C)根部 (D)板厚 。
196. 空氣電弧挖槽法的優點是 (A)工作效率高 (B)容易銲接 (C)提高母材溫度 (D)增加銲道美觀 。
197. 下列幾種缺陷中,何者是因電流太大所造成的 (A)外觀不良 (B)滲透不良 (C)熔融不足 (D)夾渣 。
198. 銲接層數愈多則 (A)容易變形 (B)不易變形 (C)時間愈省 (D)銲條成本愈低 。
199. 銲接較長之銲縫時,如採取後退式熔填順序可防止 (A)變形 (B)銲蝕 (C)搭疊(D)氣孔 。
200. 銲接時因電流低,銲條運行不當致使銲道與母材未能充分融合,凸出的部份稱為 (A)夾渣 (B)蝕 (C)搭疊 (D)氣孔 。
申論題 (0)
相關試卷
114年 - 09700 半自動電銲 單一 工作項目 06:銲道檢驗 1-45(2025/12/08 更新)#134430
114年 · #134430
114年 - 09700 半自動電銲 單一 工作項目 05:銲道清潔 1-17(2025/12/08 更新)#134429
114年 · #134429
114年 - 09700 半自動電銲 單一 工作項目 04:銲接施工 251-291(2025/12/08 更新)#134428
114年 · #134428
114年 - 09700 半自動電銲 單一 工作項目 04:銲接施工 201-250(2025/12/08 更新)#134427
114年 · #134427
114年 - 09700 半自動電銲 單一 工作項目 04:銲接施工 101-150(2025/12/08 更新)#134425
114年 · #134425
114年 - 09700 半自動電銲 單一 工作項目 04:銲接施工 51-100(2025/12/08 更新)#134424
114年 · #134424
114年 - 09700 半自動電銲 單一 工作項目 04:銲接施工 1-50(2025/12/08 更新)#134423
114年 · #134423
114年 - 09700 半自動電銲 單一 工作項目 03:材加工與組合 1-47(2025/12/08 更新)#134422
114年 · #134422
114年 - 09700 半自動電銲 單一 工作項目 02:作業準備 301-330(2025/12/08 更新)#134421
114年 · #134421
114年 - 09700 半自動電銲 單一 工作項目 02:作業準備 251-300(2025/12/08 更新)#134420
114年 · #134420
 阿摩線上測驗
登入
阿摩線上測驗
登入
 左圖銲道缺陷是 (A)滲透不良 (B)搭疊 (C)氣孔 (D)銲蝕 。
左圖銲道缺陷是 (A)滲透不良 (B)搭疊 (C)氣孔 (D)銲蝕 。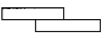 (B)
(B)  (C)
(C) (D)
(D)  。
。 是表示 (A)V型槽 (B)方型槽 (C)角銲 (D)單J槽 。
是表示 (A)V型槽 (B)方型槽 (C)角銲 (D)單J槽 。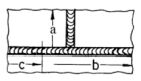 (A)c→b→a (B)b→c→a (C)c→a→b (D)b→a→c 。
(A)c→b→a (B)b→c→a (C)c→a→b (D)b→a→c 。 左列銲道剖面圖所呈現之缺陷是 (A)滲透不良 (B)搭疊 (C)氣孔 (D)銲蝕 。
左列銲道剖面圖所呈現之缺陷是 (A)滲透不良 (B)搭疊 (C)氣孔 (D)銲蝕 。