所屬科目:國中技藝-動力機械職群
1 工場安全通道邊線以_______標示。(A)藍色(B)綠色(C)黃色(D)紅色
2 下列何者為切削加工法?(A)鍛造(B)抽製(C)鑄造(D)車削。
3 塊規依精度分成四種等級,現場使用應選用哪一級?(A)00級(B)0級(C)1級(D)2級。
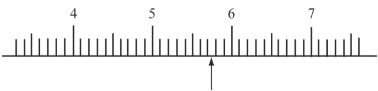
4以規格15公分長的鋼尺量測工件,如下圖的箭頭位置的目測尺寸約為?(A)5.75mm(B)57.5mm(C)57mm(D)58mm。
5 一般表面粗糙度的單位為(A)cm(B)mm(C)mm(D)nm。
6 精密量測的標準溫度為(A)室溫(B)20℃(C)25℃(D)28℃。
7 國際標準組織之簡稱為(A)CNS(B)DIN(C)ISO(D)JIS。
8 三角形包括尖端向下及向上在工業安全標示之意義為(A)警告(B)禁止(C)指示(D)一般說明及提示。
9 "M12×1.5",其中"1.5"表示螺紋的(A)外徑(B)螺距(C)節徑(D)牙深。
10 螺距4公厘的單線螺紋,旋轉5圈,則前進(A)10公厘(B)20公厘(C)40公厘(D)60公厘。
11 一般鉗工虎鉗上之螺桿其螺紋為(A)三角螺紋(B)鋸齒形螺紋(C)梯形螺紋(D)方螺紋。
12 劃線針常以_______製成。(A)純鐵(B)鑄鐵(C)低碳鋼(D)工具鋼
13 劃線精度為0.02公厘時,劃線工具應選用(A)劃線台、鋼尺(B)分規、鋼尺(C)圓規、鋼尺(D)游標高度規。
14 一般銼刀係以下列何種材料製造(A)低碳鋼(B)銅(C)碳工具鋼(D)鋁。
15 粗銼削鋼料常用的銼刀,宜選用切齒之形狀為(A)單切齒(B)雙切齒(C)曲切齒(D)棘齒。
16 銼削軟金屬,應選用(A)直切齒銼刀(B)單切齒銼刀(C)雙切齒銼(D)曲切齒銼刀。
17 銼削木材宜選用(A)單切齒銼刀(B)雙切齒銼刀(C)曲切齒銼刀(D)棘齒銼刀。
18 銼削外圓角時,以下列何種量具檢驗半徑(A)圓規(B)圓弧規(C)角尺(D)柱塞規。
19 一般高速鋼鋸條,其表面塗漆的顏色是(A)白色(B)藍色(C)紫色(D)黑色。
20 鋸切斷面較薄的材料、鋸條至少要有_______在工作物之切斷面上。 (A)1齒(B)2齒(C)3齒(D)4齒
21 手工鋸切工件時,眼睛應注視(A)虎鉗(B)鋸切線(C)鋸架(D)手握持處。
22 一般鑽孔鑽頭,其鑽槽數為(A)1槽(B)2槽(C)3槽(D)4槽。
23 夾緊鑽頭於鑽頭夾頭,應採用下列何種工具(A)活動扳手(B)鏨子與鑽鎚(C)鑽夾扳手(D)螺絲起子。
24 圓形工件鑽孔時,其夾持的方式宜選用(A)平行夾(B)鋼絲鉗(C)夾鉗(D)V型枕及壓板。
25 鑽削時,若鑽頭靜點不在鑽頭中心線,會造成(A)孔徑擴大(B)孔徑較精確(C)孔徑縮小(D)較易鑽削。
26 一般製作螺絲攻的材料是(A)低碳鋼(B)中碳鋼(C)高速鋼(D)不銹鋼。
27 一般攻牙(單線螺紋)前用於鑽削底徑之鑽頭直徑約為(A)螺紋外徑-牙深(B)螺紋外徑-螺距(C)螺紋外徑-節徑(D)螺紋外徑-底徑。
28 欲得尺度精確及孔壁光滑之孔,宜選用(A)鑽孔(B)沖孔(C)鉸孔(D)火焰切孔。
29 手工鉸削鋼料之孔徑為8公厘,則其鑽孔直徑為(A)7.4公厘(B)7.6公厘(C)7.8公厘(D)8.0公厘。
30 在虎鉗上敲擊工件,應朝向鉗口那一邊施力(A)活動鉗口(B)固定鉗口(C)鉗口左側(D)鉗口右側。
31 游標卡尺在本尺上每刻劃的尺度是(A)0.01公厘(B)0.02公厘(C)0.5公厘(D)1公厘。
32 普通型精度0.01mm外測分厘卡,其主軸螺距為_______mm。(A)0.01(B)0.1(C)0.5(D)1.0
33 工作圖上槽寬尺度20±0.01,量測此尺度宜選用(A)游標卡尺(B)內分厘卡(C)外分厘卡(D)深度分厘卡。
34 刀具切削工作,何者為最理想的切屑?(A)不連續切屑(B)連續切屑(C)積屑刀口之連續切屑(D)顆粒切屑。
35 依據ISO標準,何種碳化物刀具之刀柄漆成黃色,適用於切削不銹鋼及合金鋼?(A)P類(B)K類(C)T類(D)M類。
36 下列何者不適合車床加工?(A)切斷(B)內孔(C)渦輪機的葉片(D)螺紋。
37 裝配或安裝機械,應避免使用何種手錘?(A)銅錘(B)塑膠錘(C)鋼錘(D)橡膠錘。
38 一般游標卡尺無法量測(A)外徑(B)內徑(C)深度(D)節徑。
39 一般劃線的第一步驟是尋求(A)基準面(B)高度(C)寬度(D)厚度。
40 銼削時在銼刀上塗粉筆,其目的是(A)使銼屑容易掉落(B)保護銼齒(C)增加摩擦力(D)省力。
41 銼刀之安全邊,主要的功用是(A)防止銼傷已加工面(B)銼削凹槽(C)銼削角度(D)增加工作安全。
42 一般決定手弓鋸條鋸齒粗、細的單位為下列多少長度內之鋸齒數?(A)10.4(B)15.4(C)20.4(D)25.4 mm。
43 鋸條規格「250120.64-12T」中的「250」代表鋸條的(A)寬度(B)長度(C)厚度(D)齒數。
44 用於調整手弓鋸鋸條鬆緊度的螺帽是(A)翼形(B)堡形(C)四角(D)六角螺帽。
45 手工鉸刀其柄部末端之形狀為(A)圓錐形(B)方柱形(C)圓柱形(D)三角形。
46 鉸孔時,鉸削與退出之旋轉方向關係為(A)皆逆時針(B)皆順時針(C)順時針轉1圈,退半圈(D)皆可以。
47 機械鉸孔和鑽孔比較,鉸孔應使用(A)高轉速,大進給(B)高轉速,小進給(C)低轉速,大進給(D)低轉速,小進給。
48 等徑螺絲攻的第一、二、三攻之區別為(A)牙深(B)柄長(C)螺絲攻前端的倒角(D)螺絲攻的長短。
49 若是要攻製6mm穿孔工件(厚度約6mm)之內螺紋,應該使用(A)第一攻(B)第二攻(C)第三攻(D)第一、二、三攻都要通過即可。
50 三支組手工螺絲攻,其節距是(A)三支相同(B)三支不同(C)第三攻最小(D)第三攻最大。
 阿摩線上測驗
登入
阿摩線上測驗
登入
 (A)5.75mm(B)57.5mm(C)57mm(D)58mm。
(A)5.75mm(B)57.5mm(C)57mm(D)58mm。