阿摩線上測驗
登入
首頁
>
技檢◆工業用管配管-甲級
> 114年 - 12100 工業用管配管 甲級 工作項目 06:管路接合 1-50(2025/12/16 更新)#135006
114年 - 12100 工業用管配管 甲級 工作項目 06:管路接合 1-50(2025/12/16 更新)#135006
科目:
技檢◆工業用管配管-甲級 |
年份:
114年 |
選擇題數:
50 |
申論題數:
0
試卷資訊
所屬科目:
技檢◆工業用管配管-甲級
選擇題 (50)
1. 由於惰性氣體具有極其優良之特性,非常適用於何種管路組合連接? (A)低碳鋼管 (B)中碳鋼管 (C)高碳鋼管 (D)非鐵金屬管 。
2. 按照 CNS 標準切割的氧氣純度 A 級須在 (A)75﹪以上 (B)85﹪以上 (C)95﹪以上 (D)99.5﹪以上 。
3. 乙炔氣與________長期接觸容易產生爆炸性的化合物。 (A)銅 (B)鋼 (C)鐵 (D)鎳
4. 管路系統應從供給主管的管底分出支管者為 (A)蒸汽 (B)空氣 (C)氮氣 (D)冷凝水 。
5. 凸緣接頭 A 螺栓孔在左上方處,B 螺栓在左下方處,C 螺栓孔在右上方處,D 螺栓孔在右下方處排列位置固定點銲,此時 D 螺栓孔與水平管軸線成 (A)30 度 (B)45 度 (C)60 度 (D)90 度 。
6. 利用鎢電極和以氬氣為保護氣體的是 (A)M.I.G (B)C.I.G (C)T.I.G (D)B.I.G 。
7. 維護保養低壓毒性氣體之管線時,須在設備的何處,設置水封閥以策施工安全? (A)上游 (B)中游 (C)下游 (D)任何位置 。
8. 1 馬力約等於 (A)746kg.m/sec (B)750kg.m/sec (C)75kg.m/sec (D)75kg.㎝/sec 。
9. 鋼管銲接電流太強時,容易產生 (A)銲眼 (B)滲透不足 (C)銲蝕 (D)夾渣 。
10. 管線試壓及清管完成後才可安裝 (A)閘閥 (B)球閥 (C)控制閥 (D)逆止閥 。
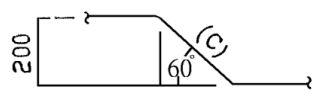
11. 如下圖示,求斜邊( C ) 段長度應為
(A)200×(1/1.732) (B)200×(2/1.732) (C)200×1.732 (D)200×(1/2) 。
12. 射吸式切割器,火嘴號碼代表意義是 (A)切割厚度 (B)每分鐘乙炔氣流量(公升) (C)每小時乙炔氣流量(公升) (D)每小時氧氣流量(公升) 。
13. 鋼管 4.5mm 厚度,電銲對接組合時,接頭處應 (A)祇留間隙 (B)需開 V 型槽 (C)不留間隙 (D)需開 X 型槽 。
14. 電銲機輸入端的電源電壓比輸出端的銲接電壓 (A)低 (B)高 (C)相同 (D)不一定 。
15. 管彎曲半徑為 6cm,其圓心角為 30 度,則所對之弧長為 (A)180cm (B)90cm(C)6πcm (D)πcm 。
16. 下列敘述產生逆流或逆火之不成立原因為 (A)吹管之性能不良 (B)火口鎖緊螺絲鬆開 (C)作業中氧氣用完 (D)火口過熱 。
17. 管口電銲時電弧的正確長度為 (A)與銲條芯線直徑相同 (B)銲條直徑的二倍(C)銲條直徑的三倍 (D)距母材愈長愈好 。
18. 銲接時產生之銲渣 (A)有加速冷卻作用 (B)有保溫及防止氧化作用 (C)對銲道無影響 (D)有防銹作用不可除去 。
19. 有關造成銲淚成因之敘述,何者較不可能? (A)銲條太大 (B)銲條角度不當(C)織動動作不當 (D)移動速率太快 。
20. 游標高度規除了可測量管件高度外,還可用於 (A)測量錐度 (B)測量角度 (C)測量孔徑 (D)劃線 。
21. 夾持 50A 鋼管於鑽床上鑽孔,宜選用 (A)C 形夾及角板 (B)V 形枕及壓板 (C)夾鉗 (D)平行夾 。
22. 管路之永久接頭的接合方式為 (A)螺紋接合 (B)凸緣接合 (C)銲接 (D)鉚接 。
23. 下列敘述何者錯誤 (A)吊管件時之重心應在吊鉤正下方 (B)起吊時應注意管件是否滑脫 (C)吊索之張角越大越好 (D)吊掛管件應估計重量 。
24. 銲接熔著金屬中因氣體不及逸出在金屬形成缺陷稱為 (A)溶池 (B)銲蝕 (C)夾渣 (D)氣孔 。
25. 銲接前先預熱,銲接後保溫主要目的係防止 (A)變形 (B)收縮 (C)產生氣孔(D)硬化龜裂 。
26. 鋼管銲接後銲口施以適當後熱,可使銲道 (A)內應力減少 (B)硬度增加 (C)韌性減少 (D)延性減少 。
27. 一般碳鋼管之銲後熱處理的溫度為多少℃ (A)500 至 600 (B)600 至 650 (C)650 至 700 (D)700 至 750 。
28. 管件施銲後,母材與銲道周圍,因受熱收縮而未消失之力稱為 (A)剪應力(B)殘留應力 (C)拉應力 (D)壓縮應力 。
29. 使用氧乙炔切割時,其混合比 (A)氧氣量和乙炔量各半 (B)氧氣量少於乙炔量 (C)乙炔量少於氧氣量 (D)乙炔量與氧氣量兩者可以任意比例混合 。
30. 管件經切割、彎曲、組合、電銲後會發生變形,因此必須施以下列何種措施 (A)折曲 (B)矯正 (C)加熱 (D)冷彎 。
31. 合金鋼管(0.5%<Cr≦2%),其厚度超過多少 mm 時,銲道必須做熱處理(A)10 (B)11 (C)12 (D)13 。
32. 依 ASME B31.3 規定,水壓試驗達到試壓值時,須至少持壓 (A)5 (B)10 (C)15 (D)20 分鐘。
33. 當管線執行 100 PSI 氣壓試驗時,在何壓力下,我們必須做初次的銲道檢查,爾後再遂次提升至 100 PSI (A)10 (B)15 (C)25 (D)50 PSI。
34. 當管線執行 40 PSI 氣壓試驗時,在何壓力下,我們必須做初次的銲道檢查,爾後再逐次提升至 (A)20 (B)25 (C)35 (D)40 PSI。
35. 依 ASME B31.3 規定,經非破壞檢驗(R.T),發現一銲口有缺陷時,則對此銲工所完成的銲口須再加抽幾個銲口 (A)1 (B)2 (C)3 (D)4 。
36. 依 ASME B31.3,一組法蘭鎖緊之前,上下螺栓孔的最大偏差量為多少mm? (A)3 (B)4 (C)5 (D)6 。
37. 依 ASME B31.3 規定,當外徑為 D 之管子(此管日後承受內壓時)做冷彎或熱彎時,其最大偏平量,不得超過 D 的 (A)8% (B)9% (C)10% (D)11% 。
38. 依 ASME B31.3 規定,當外徑為 D 之管子(此管日後承受外壓時)做冷彎或熱彎時,其最大扁平量,不得超過 D 的 (A)3% (B)5% (C)7% (D)9% 。
39. 碳鋼管(Carbon Steel)管厚超過多少 mm 時,銲道必須熱處理 (A)17 (B)18(C)19 (D)20 。
40. 依 ASME B31.3 規定,插管時,支管內壁與母管開孔外緣的最偏差量是多少 mm?
(A)3.2 (B)0.5Tb (C)4.5 (D)5 。
41. 依 ASME B31.3 規定,插管時,支管內壁與母管開孔外緣的最偏差量是多少 mm?
(A)2.5 (B)3.0 (C)3.2 (D)3.5 。
42. 依 ASME B31.3 規定,銲蝕(Undercut)深度不得超過多少 mm? (A)0.5 (B)0.7 (C)1 (D)1.5 。
43.
如左圖所示,在轉機出口處須銲接,請問電銲機地線夾在那一點是最適當 (A)一 (B)二 (C)三 (D)四 。
44.
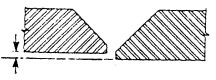
如左圖所示,依 ASME B31.1 規定,管壁厚、薄相差多少 mm 以上時,較厚之管壁需整修 (A)0.5 (B)1 (C)1.5 (D)2 。
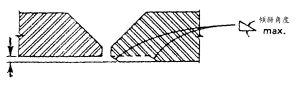
45. 如下圖所示,依 ASME B31.1 規定,管壁厚、薄不一時,修整後之管壁,其傾斜角度最大不得超過
(A)15 (B)20 (C)25 (D)30 度。
46. 下列何者不能連同管線做水壓試驗? (A)閘閥 (B)球閥 (C)蝶閥 (D)安全閥 。
47. 如下圖所示,管厚為 4mm 時,兩銲道邊緣之間的距離(x),至少保持多少mm 以上?
(A)10 (B)16 (C)20 (D)25 。
48. 如下圖所示,管厚為 10mm 時,兩銲道邊緣之間的距離(x)至少保持多少mm 以上?
(A)25 (B)30 (C)40 (D)50 。
49. 下圖為套銲銲接凸緣(Socket Welding Flange),銲接前,管端與凸緣之間的間隙(x)大約須保持多少 mm?
(A)0.8 (B)1.6 (C)2.4 (D)3.2 。
50. 下圖為滑入式銲接凸緣(Slip-on Welding Flange),當管厚為 8mm 時,則其填角銲的角長(x)應為多少 mm?
(A)3 (B)4 (C)5 (D)6 。
申論題 (0)
 阿摩線上測驗
登入
阿摩線上測驗
登入
阿摩線上測驗
登入
阿摩線上測驗
登入
 (A)200×(1/1.732) (B)200×(2/1.732) (C)200×1.732 (D)200×(1/2) 。
(A)200×(1/1.732) (B)200×(2/1.732) (C)200×1.732 (D)200×(1/2) 。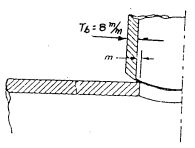 (A)3.2 (B)0.5Tb (C)4.5 (D)5 。
(A)3.2 (B)0.5Tb (C)4.5 (D)5 。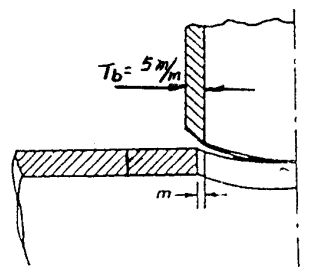 (A)2.5 (B)3.0 (C)3.2 (D)3.5 。
(A)2.5 (B)3.0 (C)3.2 (D)3.5 。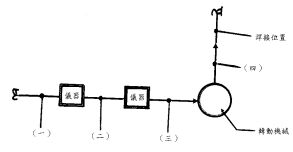
 (A)15 (B)20 (C)25 (D)30 度。
(A)15 (B)20 (C)25 (D)30 度。 (A)10 (B)16 (C)20 (D)25 。
(A)10 (B)16 (C)20 (D)25 。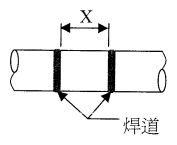 (A)25 (B)30 (C)40 (D)50 。
(A)25 (B)30 (C)40 (D)50 。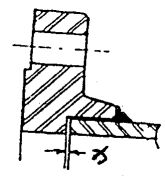 (A)0.8 (B)1.6 (C)2.4 (D)3.2 。
(A)0.8 (B)1.6 (C)2.4 (D)3.2 。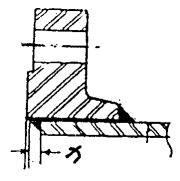 (A)3 (B)4 (C)5 (D)6 。
(A)3 (B)4 (C)5 (D)6 。