阿摩線上測驗
登入
首頁
>
技檢◆機工類共同科目
>
115年 - 90001 機工類共同科目 丙級 工作項目 03:精密量測 1-60(2026/01/14 更新)#136831
> 試題詳解
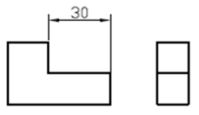
20. 以游標卡尺直接量測下圖之 30 ㎜尺寸,宜採用的量測方式為
(A)外側量測
(B)內側量測
(C)段差量測
(D)深度桿量測 。
答案:
登入後查看
統計:
尚無統計資料
相關試題
1. 規格 15cm 長的鋼尺,其最小刻度為 (A)0.5mm (B)1mm (C)5mm (D)10mm 。
#3798052
2. 鋼尺除量測尺寸外,可用來目視檢測 (A)真平度 (B)直角度 (C)平行度 (D)角度 。
#3798053
3. 以規格 15cm 長的鋼尺量測工件,下圖箭頭位置的目測尺寸約為 (A)5.75 ㎜(B)57.5 ㎜ (C)57 ㎜ (D)58 ㎜ 。
#3798054
4. 下列鋼尺的操作方式,何者正確 (A)尺端受損不影響量測 (B)可分辨出 0.1㎜之尺寸 (C)量測尺寸時,視線須垂直尺面 (D)可用來量測垂直度 。
#3798055
5. 下列游標卡尺的操作方式,何者正確? (A)適合量測轉動中的工件 (B)視線須垂直尺面刻度以讀取尺寸 (C)深度尺須施以較大的壓力來量測尺寸 (D)儘量用測爪的尾端量測工件 。
#3798056
6. 下圖中游標卡尺的讀值是 (A)21.62 ㎜ (B)22.62 ㎜ (C)23.62 ㎜ (D)24.62 ㎜ 。
#3798057
7. 下列游標卡尺的操作方式,何者不正確? (A)使用後擦拭乾淨 (B)使用前檢查游尺的滑動情況 (C)不可與其它工具相疊 (D)內測爪可當劃針使用 。
#3798058
8. 使用游標卡尺前的外觀檢驗不包括 (A)合爪時,內外測爪是否閉合 (B)內測爪是否損傷 (C)合爪時,本尺與游尺是否歸零 (D)測定力檢驗 。
#3798059
9. 以外測爪量測 60.00 ㎜塊規時,游標卡尺的讀值為 59.96 ㎜,當量測工件的讀值為 63.72 ㎜,則工件的正確尺寸為 (A)63.68 ㎜ (B)63.72 ㎜ (C)63.76㎜ (D)63.80 ㎜ 。
#3798060
10. 以內測爪量測 24.98 ㎜環規時,游標卡尺的讀值為 25.02 ㎜,當量測工件的讀值為 25.34 ㎜,則工件的正確尺寸為 (A)25.30 ㎜ (B)25.34 ㎜ (C)25.40㎜ (D)25.46 ㎜ 。
#3798061
相關試卷
115年 - 90001 機工類共同科目 乙級 工作項目 09:品質管制 1-40(2026/01/14 更新)#136850
2026 年 · #136850
115年 - 90001 機工類共同科目 乙級 工作項目 08:氣油壓概論 1-55(2026/01/14 更新)#136849
2026 年 · #136849
115年 - 90001 機工類共同科目 乙級 工作項目 07:電腦概論 1-44(2026/01/14 更新)#136848
2026 年 · #136848
115年 - 90001 機工類共同科目 乙級 工作項目 06:機件原理 1-52(2026/01/14 更新)#136847
2026 年 · #136847
115年 - 90001 機工類共同科目 乙級 工作項目 05:機械工作法 51-72(2026/01/14 更新)#136846
2026 年 · #136846
115年 - 90001 機工類共同科目 乙級 工作項目 05:機械工作法 1-50(2026/01/14 更新)#136845
2026 年 · #136845
115年 - 90001 機工類共同科目 乙級 工作項目 04:金屬材料 1-52(2026/01/14 更新)#136843
2026 年 · #136843
115年 - 90001 機工類共同科目 乙級 工作項目 03:精密量測 51-74(2026/01/14 更新)#136842
2026 年 · #136842
115年 - 90001 機工類共同科目 乙級 工作項目 03:精密量測 1-50(2026/01/14 更新)#136841
2026 年 · #136841
115年 - 90001 機工類共同科目 乙級 工作項目 02:行業數學 1-50(2026/01/14 更新)#136840
2026 年 · #136840
 阿摩線上測驗
登入
阿摩線上測驗
登入
阿摩線上測驗
登入
阿摩線上測驗
登入