所屬科目:技檢◆冷作-乙級
1.如下圖油壓機之壓模,下列敘述何者錯誤
(A)安裝時上下模中心應對齊(B)上下模應維持垂直(C) 上模角度B應小於下模角度A(D)上模下模必須達到完全精密配合。
2.組合角尺是一條鋼尺與直角規,中心規及量角器合併組成,其用途下列之敘述何者為非(A)角 銲銲道喉深及腳長之量測(B)水平量測,可用作深度規(C)求圓柱體中心,作水平儀器用以及劃 線角度校正(D)直線量測、角度量測。
3.薄板之整形,下列敘述何者為誤(A)用點狀加熱法(B)選用適當之火口(C)用線狀加熱法(D)施以適 當之外力。
4.逆火發生的原因與下述何者無關(A)乙炔壓力太高(B)預熱焰太弱(C)火口過熱(D)火口阻塞。
5.整形是因構件經由(A)銼磨、鑽孔(B)切割、銲接(C)放樣、落樣(D)成型、彎曲後產生變形,而 予以矯正的意思。
6.當每一構件落樣完成後不須檢查(A)形狀及輪廓(B)彎曲變形量(C)加工符號(D)尺寸之大小。
7.整形作業之冷卻方式中以(A)壓縮空氣(B)鹽水(C)油(D)水對高張力鋼最為適宜。
8.薄鋼板銲接後產生之變形為(A)縱向縮短(B)波折、皺曲變形(C)橫向縮減(D)角變形。
9.保養電銲機時應確實注意須經常(A)加油保養(B)油漆內部以防銹(C)保持乾淨乾燥(D)用水清洗污 垢。
10.圓之直徑為2γ時則其面積為(A)(B)(C)(D)。
11.構件組合時,除了要了解其相關位置外,更須要注意(A)切割面(B)構件大小(C)組合順序(D)加工 符號。
12.加熱氣炬(使用LPG)與鋼材保持適宜距離為______(單位:m m)。(A)10~20(B)40~50(C)20~40(D)0~10
13.鋼板受外力時會產生變形,若外力消失時,變形也隨之消失,則這種變形稱為(A)拉力變形(B) 塑性變形(C)扭力變形(D)彈性變形。
14.在視圖中形成線的原因,下列何者為非(A)兩面之交線(B)面的極限(C)面的邊視(D)複斜面之投影。
15.SS41鋼板之"41"表示(A)抗張力(B)衝擊值(C)降伏點(D)延伸率。
16.為了防止構件在對接銲後控制其平面變形,最好的方法是(A)調低銲接電流(B)以壓具或冶具固 定(C)減少銲接層的次數(D)在接合處開X槽。
17.板厚12mm之鋼構件對接銲的間隙過大約為8mm時,下列何者處理較為適當(A)換料(B) (C)(D)。
18.落樣時若將正規尺寸另加預留量是為了(A)便於切割(B)便於保持尺寸精度(C)便於電銲(D)便於安 裝。
19.手銲時熔填金屬重量約為電銲條重量之(A)75%(B)55%(C)65%(D)85%。
20.三邊形的複斜面,其正投影為(A)二直線(B)一直線(C)四邊形(D)三邊形。
21.鋼管的組合,必須注意點銲(暫銲)後的根部間隙會比點銲前(A)不變(B)小(C)不一定(D)大。
22.填角銲之腳長,相當於喉厚之多少倍(A)2倍(B)1倍(C)1.6倍(D)1.4倍。
23.金屬材料受熱而變硬變脆之效應稱為(A)應變硬化(B)回火處理(C)退火處理(D)塑性變形。
24.以水平尺量測一平面時,在水平氣泡所在的一邊其位置(A)呈水平(B)適中(C)較高(D)較低。
25.高張力鋼施以線狀加熱時,其溫度應在______以下為宜。(A)900℃(B)1000℃(C)700℃(D)800℃
26.銲接腳長是指下列何者(A)(B)(C)(D)。
27.結構物內部構造複雜時,宜加劃(A)剖面圖(B)立體圖(C)零件圖(D)輔助視圖。
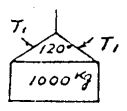
28.如下圖吊車吊運重物(夾角120°)則吊索負荷為
(A)1414kg(B)1000kg(C)577kg(D)866kg。
29.欲在鋼結構上或組合構件上,作基準點或基準線,為保存一段時間,下列那一項為誤(A)宜採 用粉筆或墨斗作記號(B)宜採用油漆作記號(C)宜採用中心沖打記號(D)宜採用奇異墨水標上記 號。
30.大構件組合時,下列何者之敘述是錯誤的(A)注意構件方向及施工方法(B)應力集中之位置,點 銲之長度要銲長一些(C)組合時要考慮其重量、面積及吊車之負荷(D)容易配置人力及縮短現場 安裝之時間。
31.如左圖銲接符號代表銲接部位為下列何者(A)(B)(C)(D) 。
32.8mm厚鋼板對接時,用自動潛弧銲接應(A)不須開槽(B)X型槽(C)開單V型槽(D)不必開槽但要留3mm間隙才能滲透良好。
33.切割所用的氧氣加乙炔,其切割點最高溫度可達(A)2600~2900(B)3000~3500(C)2100~2500 (D)3600~4000℃。
34.0~25mm外分厘卡為精密量具,為防止熱膨脹,砧座與主軸間應(A)塗潤滑油(B)完全旋開(C)留 間隙2~3mm(D)緊密貼合。
35.如左圖切割10mm厚鋼板,傾斜度為30度時,D寬度應為
(A)5.77(B)8.60(C)4.66(D)9.60。
36.人生最高的境界是獲得(A)超越現在(B)衣錦榮歸(C)愛情友誼(D)自我實現。
37.安裝工作件發生微小間隙時,應以何種量具使用較為準確(A)鋼尺(B)游標卡尺(C)分厘卡(D)厚薄 規。
38.如左圖鋼板厚12mm對接時,連接板之厚為9mm,螺絲為M12,選用螺絲長度(A)42mm(B)30mm(C)48mm(D)36mm。
39.乙炔之工作壓力超過______kg/cm2即易生爆炸的危險。(A)0.2(B)0.4(C)0.6(D)1.0
40.使用中乙炔瓶之開關,通常是(A)任意位置均可(B)完全打開(C)不超過1/2轉(D)全關。
41.使用直梯時正確擺放之水平角度為(A)80度(B)50度(C)40度(D)70度。
42.做事虎頭蛇尾的原因多半缺乏______的精神所致。(A)腳踏實地(B)寬怒包容(C)同舟共濟(D)安貧樂道
43.如左圖所示之熔接道詳圖,以銲接符號標示應為下列何者 (A)(B)(C)(D)。
44.如左圖調整水平用壓具其楔塊形狀應製作成下列何者最佳(A)(B) (C)(D)。
45.板厚25mm寬1m長20m的鋼板,其重量為(A)3925lb(B)392.5kg(C)3925kg(D)392.5lb。
46.利用工模防止變形的方法是(A)抑制法(B)逆變形法(C)敲擊法(D)水冷法。
47.25mm以上厚鋼板對接銲時,為減少變形適合之開槽形狀為(A)對稱X型(B)I型(C)V型(D)非對稱 X型(約7:3之比)。
48.鋼鐵結構經銲接後會有殘留應力存在,為消除內應力所作的熱處理是(A)淬火(B)回火(C)退火(D) 逆火。
49.可燃性氣體瓶之容器溫度保持應為(A)30℃以下(B)50℃以下(C)40℃以下(D)20℃以下。
50.只需劃一個視圖及端面的輔助視圖,即可求實長及展開者為(A)三角形法(B)平行線法(C)梯形法 (D)放射線法。
51.欲銲接厚鋼板且較雜的構件時,為避免銲道龜裂,宜採用何種類型的電銲條(A)低氫素銲條(B) 纖維素銲條(C)鈦鐵礦銲條(D)氧化鈦銲條。
52.構件經銲接後容易產生變形,但下列何項無關(A)銲接後鋼板與銲條材質不同而產生變形(B)材 質發生變化而引起變形(C)銲接處溫度與附近之溫度差過大而產生變形(D)銲接後局部強度加大 而變形。
53.在工件上可畫出位置線、組合線、切割線的量具為(A)量角器(B)分厘卡(C)高度規(D)游標卡尺。
54.氧、乙炔混合比適當之火焰稱之為(A)中性焰(B)炭化焰(C)氧化焰(D)氫化焰。
55.任何一四角錐,其兩錐面之交角(A)大於90°(B)等於90°(C)小於90°(D)視錐體高度而定。
56.在銲接時如銲條直徑、材質相同,使用電流以(A)橫銲(B)立銲(C)平銲(D)仰銲最大。
57.畫展開圖時,求實長線是要畫出______之一種正確方法。(A)實際的形狀(B)切斷面的形狀(C)平面的形狀(D)立體的形狀
58.SS-41鋼板厚度大於25m/m時,預組點銲宜選用何種銲條為宜(A)E4313(B)E4316(C)E4311(D)E4301。
59.相距二公尺之工作點欲計測其水平差宜利用(A)高度規(B)連通水管(C)三角函數計算(D)汽泡水平 尺。
60.有一直徑80公分厚9公厘之鋼板,重量約______kg。(A)35(B)40(C)57(D)28
61.此記號為(A)彎折線(B)切割線(C)對接(D)搭接。
62.電銲條的編號E4301的分類中"43"是代表(A)延伸率(B)電銲條長度(C)銲接位置(D)抗拉強度。
63.如左圖所示,缺少之視圖為下列何者(A)(B)(C)(D)。
64.欲攻M12陰螺紋螺絲,鑽孔時其直徑應為(A)ψ13.5mm(B)ψ9.5mm(C)ψ10.5mm(D)ψ12mm。
65.如左圖所示之熔接道詳圖,以銲接符號標示應為下列何者 (A)(B)(C)(D)。
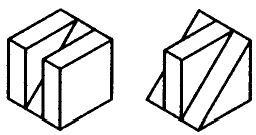
66.下列各組立體圖,那一組無法繪製相同之二視圖 (A)(B)(C)(D) 。
67.管系圖中止回閥之符號為下列何者(A)(B)(C)(D)表示之。
68.大構件放置於組合平台上如要調整水平,則首先需固定該平面中之(A)最高點(B)任意一點(C)最 低點(D)平均點。
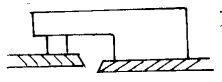
69.如左圖在圖面上表示(A)真平度(B)斜切口(C)平行度(D)垂直度。
70.鋼板欲彎製成圓柱體最好的方法是用(A)千斤頂(B)角鐵成型機(C)滾板機加工(D)成型鎚加工。
71.在工作安全上,下列何項為危險應予糾正(A)為求工作方便,高處工作宜使用較長之手鎚(B)高 處工作應穿安全鞋戴安全帽(C)避免進入吊車之作業範圍(D)高處之工作平台不可倒退行走。
72.甲材料的硬度為洛氏C尺50,乙材料的硬度為洛氏C尺70,表示(A)無法比較(B)甲材料較硬 (C)不一定(D)乙材料較硬。
73.如左圖所示之熔接道詳圖,以銲接符號標示應為下列何者 (A)(B)(C)(D)。
74.採用對稱銲接法時,最理想是以______來銲接。(A)二人(B)三人(C)四人(D)一人
75.在同裝置下氬銲,下列何種銲接法可以調最低氬氣流量(A)堆積銲(B)外緣角銲(C)水平角銲(D)平銲對接。
76.不銹鋼材料與普通軟鋼對接時(A)選用軟鋼銲條(B)採用不銹鋼銲條(C)使用高張力鋼銲條(D)不可銲接。
77.下列工作項目中,請指出可戴手套之工作(A)絞牙(B)起重(C)鑽孔(D)車床加工。
78.氣體切斷時,在2m高處水平切割,使用氧氣壓力為5kg/cm此時主要火花飛濺的距離約(A)6 m(B)8m(C)2m(D)4m。
79.5mm厚之軟鋼板以氧乙炔切斷,其氧氣的消費量約為______l/min。(A)110(B)220(C)55(D)150
80.使用氧乙炔火焰切割工件時,其火口孔徑越大則可切割鋼板厚度(A)越薄(B)越厚(C)與切割器種 類有關(D)與鋼板厚薄無關。
 阿摩線上測驗
登入
阿摩線上測驗
登入
 (A)安裝時上下模中心應對齊(B)上下模應維持垂直(C) 上模角度B應小於下模角度A(D)上模下模必須達到完全精密配合。
(A)安裝時上下模中心應對齊(B)上下模應維持垂直(C) 上模角度B應小於下模角度A(D)上模下模必須達到完全精密配合。 (B)
(B) (C)
(C) (D)
(D) 。
。 (C)
(C) (D)
(D) 。
。 (B)
(B) (C)
(C) (D)
(D) 。
。 (A)1414kg(B)1000kg(C)577kg(D)866kg。
(A)1414kg(B)1000kg(C)577kg(D)866kg。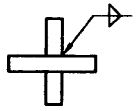 如左圖銲接符號代表銲接部位為下列何者(A)
如左圖銲接符號代表銲接部位為下列何者(A) (B)
(B) (C)
(C) (D)
(D)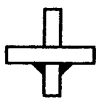 。
。 (A)5.77(B)8.60(C)4.66(D)9.60。
(A)5.77(B)8.60(C)4.66(D)9.60。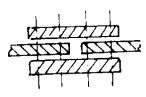 如左圖鋼板厚12mm對接時,連接板之厚為9mm,螺絲為M12,選用螺絲長度(A)42mm(B)30mm(C)48mm(D)36mm。
如左圖鋼板厚12mm對接時,連接板之厚為9mm,螺絲為M12,選用螺絲長度(A)42mm(B)30mm(C)48mm(D)36mm。 如左圖所示之熔接道詳圖,以銲接符號標示應為下列何者 (A)
如左圖所示之熔接道詳圖,以銲接符號標示應為下列何者 (A)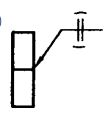 (B)
(B) (C)
(C) (D)
(D)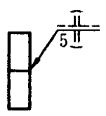 。
。 如左圖調整水平用壓具其楔塊形狀應製作成下列何者最佳(A)
如左圖調整水平用壓具其楔塊形狀應製作成下列何者最佳(A) (B)
(B) (C)
(C)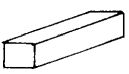 (D)
(D) 。
。 如左圖所示,缺少之視圖為下列何者(A)
如左圖所示,缺少之視圖為下列何者(A) (B)
(B) (C)
(C) (D)
(D) 。
。 如左圖所示之熔接道詳圖,以銲接符號標示應為下列何者 (A)
如左圖所示之熔接道詳圖,以銲接符號標示應為下列何者 (A) (B)
(B)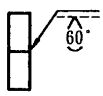 (C)
(C) (D)
(D)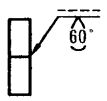 。
。 (B)
(B)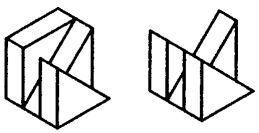 (C)
(C)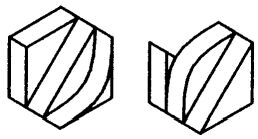 (D)
(D) 。
。 (B)
(B) (C)
(C) (D)表示之。
(D)表示之。 如左圖在圖面上表示(A)真平度(B)斜切口(C)平行度(D)垂直度。
如左圖在圖面上表示(A)真平度(B)斜切口(C)平行度(D)垂直度。 如左圖所示之熔接道詳圖,以銲接符號標示應為下列何者 (A)
如左圖所示之熔接道詳圖,以銲接符號標示應為下列何者 (A) (B)
(B) (C)
(C) (D)
(D) 。
。