阿摩線上測驗
登入
首頁
>
技檢◆冷作-丙級
> 114年 - 01500 冷作 丙級 工作項目 04:切割 1-70(2025/10/13 更新)#132074
114年 - 01500 冷作 丙級 工作項目 04:切割 1-70(2025/10/13 更新)#132074
科目:
技檢◆冷作-丙級 |
年份:
114年 |
選擇題數:
70 |
申論題數:
0
試卷資訊
所屬科目:
技檢◆冷作-丙級
選擇題 (70)
1. 氧乙炔切割設備的裝置順序為 (A)火口→切割器→調整器→導管 (B)火口→導管→切割器→調整器 (C)導管→切割器→火口→調整器 (D)調整器→導管→切割器→火口 。
2. 氧乙炔焰中溫度最高的是 (A)乙炔焰 (B)氧化焰 (C)還原焰 (D)中性焰 。
3. 氧乙炔焰切割時最適宜切割 (A)鋼板 (B)鋁板 (C)銅板 (D)不銹鋼板 。
4. 乙炔的比重比空氣 (A)輕 (B)相等 (C)重,但立刻擴散 (D)重,但不擴散 。
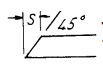
5.
如圖斜度切割 12mm 厚鋼板時,S 是多少 mm (A)8mm (B)10mm (C)12mm (D)14mm 。
6. 火焰切割完畢後應先關閉 (A)乙炔閥 (B)高壓氧氣閥 (C)低壓氧氣閥 (D)以上皆可 。
7. 關於鋼板以氧乙炔焰切割之說明下列何者不當 (A)火焰溫度約為 3500℃ (B)25mm 厚之鋼板使用#1 火口 (C)圓形切割時火口距切割線 15mm 位置開一小孔再順弧線接近 (D)氧氣瓶壓力約為 2.5kg/cm
2
。
8. 火焰切割時產生之熔渣留在銲接縫內而施以銲接時 (A)熔渣因高溫完全熔解故不影響銲接品質 (B)熔渣不因高溫熔解故影響銲接品質 (C)熔渣不因高溫熔解但不影響銲接品質 (D)熔渣因高溫熔解故影響銲接品質 。
9. 氧乙炔切割火口如圖
由中心孔洞吹出之氣體為 (A)低壓氧氣 (B)高壓氧氣(C)乙炔氣 (D)混合氣 。
10. 氧乙炔切割器在板中開孔,發現與自鋼板邊起割較困難其原因為 (A)火口被異物阻塞及氧氣純度不良 (B)熱量易擴散無法集中熔渣流動受阻使傳熱緩慢(C)切割火口與板面垂直亦未加大氧氣供應量 (D)氣體壓力不足 。
11. 一般氧氣鋼瓶用的壓力調整器,其壓力表的範圍為 (A)低壓側 0~0.025kg/cm
2
(B)低壓側 0~0.25kg/cm
2
(C)低壓側 0~25kg/cm
2
(D)低壓側 0~250kg/cm
2
。
12. 火焰切割時火口應與鋼板保持 5°~7°前進角,且火口與鋼板之間距為 (A)0~3mm (B)4~7mm (C)8~12mm (D)13~16mm 。
13. 氧乙炔切割之預燃火焰是否適中要自 (A)長年之工作經驗來判斷 (B)視火焰長短及顏色判斷 (C)火焰形狀來判斷 (D)壓力調整器之壓力來判斷 。
14. 氧乙炔切割火焰之溫度最高約為 (A)1500℃ (B)2500℃ (C)3500℃ (D)4500℃ 。
15. 固定火口螺帽未鎖緊時會引起 (A)切割高壓氧氣竄流至預熱氧氣及乙炔氣孔引起回火 (B)高壓氧氣中斷 (C)混合氣中斷 (D)預熱火焰突然中斷 。
16. 鋼板用氧乙炔焰切割之始端應用火焰先預熱到______時始開始高壓氧氣作切割工作。 (A)赤熱狀態 (B)熔解狀態 (C)燃燒狀態 (D)白熱狀態
17. 氧乙炔焰切割 6mm 厚之鋼板時氧氣表的壓力宜調整為 (A)2.5kg/c ㎡ (B)3.5kg/c ㎡ (C)4.5kg/c ㎡ (D)5.5kg/c ㎡ 。
18. 切割火焰之燃料為 (A)乙炔與空氣 (B)乙炔與煤氣 (C)乙炔與氧氣 (D)煤氣與空氣 。
19. 乙炔瓶之存放,其安全溫度應在______以下 。 (A)35℃ (B)50℃ (C)60℃ (D)70℃
20. 氧氣瓶最脆弱的部位是 (A)瓶口閥門 (B)瓶肩 (C)瓶底 (D)瓶身 。
21. 火焰切割鋼板所使用的火口大小與______均有關。(A)材質 (B)板厚 (C)開槽形狀 (D)板厚及開槽
22. 以火焰切割器切割鋼板由板中起割較由板邊起割 (A)容易 (B)困難 (C)沒有區別 (D)視個人習慣 。
23. 瓦斯切割器(Torch)的閥門主要在調整氣體的 (A)壓力 (B)流量 (C)流速 (D)溫度 。
24. 下列所敘述乙炔氣之特性,何者為非 (A)不安定的氣體 (B)具危險性 (C)助燃性 (D)燃燒性良好 。
25. 以火焰切割 15~20mm 鋼板時宜選用下列何者為佳 (A)速度 100mm 氧氣壓力 2kg/cm
2
(B)速度 300mm 氧氣壓力 2kg/cm
2
(C)速度 500mm 氧氣壓力3kg/cm
2
(D)700mm 氧氣壓力 3.0kg/cm
2
。
26. 使用氧乙炔切割器之火口為 (A)梅花型 (B)齒輪型 (C)單孔型 (D)視廠牌而定 。
27. 氧乙炔焰切割過程中發生逆火時應先關 (A)乙炔氣閥 (B)高壓氧氣閥 (C)低壓氧氣閥 (D)混合氣閥 。
28. 氧乙炔焰切割 9mm 之鋼板時,若選用#1 火口,乙炔 0.2kg/cm
2
,氧氣為(A)1.0kg/cm
2
(B)2.0kg/cm
2
(C)6kg/cm
2
(D)與乙炔氣相同 。
29.
容積之鋼瓶,可儲存之氧氣量為
。 (A)4000 (B)4500 (C)6000 (D)8000
30. 氧乙炔焰切割作業實際用以割斷鋼板者是 (A)乙炔氣 (B)低壓氧氣 (C)混合氣(D)高壓氧氣 。
31. 乙炔閥打開通常約 1/2 轉為宜,但氧氣瓶閥則以 (A)1/4 轉 (B)1/2 轉 (C)3/4轉 (D)全開為宜 。
32. 氧化焰因加熱溫度過高不宜切割,其特點: (A)氧氣多而白焰為青白色 (B)氧氣少乙炔氣多為灰白色 (C)乙炔與氧氣之比例混合適當 (D)乙炔純度不良 。
33. 氧化焰之起因為: (A)乙炔氣流量大於氧氣 (B)氧氣流量大於乙炔氣 (C)氧氣純度不夠 (D)乙炔氣純度不夠 。
34. 氧氣是助燃氣體 1 公升的重量在 0℃時 1 氣壓的狀態下約為 (A)2.2 磅 (B)14.3 磅 (C)1.43 磅 (D)1.43kg 。
35. 氧氣與乙炔不可混合使用以免危險,其管線顏色區分 (A)乙炔為紅色,氧氣為綠色 (B)氧氣為綠色,乙炔為黑色 (C)氧氣為紅色,乙炔為綠色 (D)氧氣為黑色,乙炔為綠色 。
36. 以火焰切割 12~20mm 鋼板時,欲使切割面良好,則切割速度應在 ______之範圍內。(A)200~350mm/min (B)400~550mm/min (C)600~700mm/min (D)700~800mm/min
37. 工場內經常所用之氧氣鋼瓶其容量大約為 (A)4 立方米 (B)6 立方米 (C)8 立方米 (D)10 立方米 。
38. 一般氧氣鋼瓶用的壓力調整器,其壓力表的範圍為 (A)高壓側 0~0.25kg/c㎡ (B)高壓側 0~2.5kg/c ㎡ (C)高壓側 0~25kg/c ㎡ (D)高壓側 0~250kg/c㎡ 。
39. 氧乙炔焰切割時發生逆火原因 (A)火焰燃燒速度大於氣體供給速度 (B)氧氣造成反壓作用 (C)氣體純度不良 (D)以上皆是 。
40. 以火焰切割鋼板時,選擇正確火口應依 (A)鋼板厚度 (B)火焰調整容易 (C)節省時間 (D)鋼板材質 。
41. 使用#1 切割之火口銳利標準火焰長為 (A)100~150mm (B)200~250mm (C)260~300mm (D)310~350mm 。
42. ______火口,可切割較厚之鋼板。(A)#0 (B)#1 (C)#2 (D)#3
43. 氧乙炔切割碳鋼適當之火焰應為 (A)炭化焰 (B)氧化焰 (C)中性焰 (D)乙炔焰 。
44. 液化石油氣之代號 (A)G.S (B)A.G (C)L.P.G (D)L.N.G 。
45. 氧乙炔焰切割作用係受金屬與氧氣之間的何種反應 (A)物理 (B)化學 (C)碳化(D)氫化 。
46. 影響切割品質的原因 (A)火口的大小,切割面清潔度 (B)氧氣之純度壓力 (C)材料的厚度、材質 (D)以上皆是 。
47. 氧氣之使用純度在 (A)96.5% (B)97.5% (C)98.5% (D)99.5% 以上時最為理想。
48. 在大氣中約佔 4/5 之氣體是 (A)氧氣 (B)氫氣 (C)氮氣 (D)二氧化碳 。
49. 氧乙炔切割火口與鋼板之距離為 (A)0~3mm (B)4~6mm (C)8~12mm (D)13~16mm 。
50. 氧氣是無色無味的氣體其特性為 (A)自燃 (B)助燃 (C)自燃及助燃 (D)惰性 。
51. #1 火口適合切割鋼板之厚度為______以上 。 (A)5~15mm (B)15~25mm (C)25~50mm (D)50mm
52. 4.5mm 厚之鋼板使用火焰切割 300mm 直徑之圓板 (A)此圓板因切割而不平應先整形後使用 (B)此圓板因切割而不平,組合後其周邊要全銲可自行復舊成平面 (C)此圓板不會因切割而變形 (D)此圓板於切割前應作變形措施 。
53. 瓦斯切割工作如發現逆火時,應先採取何種措施 (A)關氧氣瓶閥 (B)關乙炔瓶閥 (C)馬上把橡皮管切斷 (D)關閉高壓氧氣閥 。
54. 使用火焰切割工件時,其火口孔徑號數越多,則可切割鋼板之厚度 (A)越薄(B)越厚 (C)與鋼板厚薄無關 (D)不一定 。
55. 使用氧乙炔焰切割時所謂應調整為中性焰係 (A)氧乙炔比例適中 (B)氧氣少,乙炔多 (C)氧乙炔各半 (D)氧氣多乙炔少 。
56. 氧乙炔焰切割所產生之溶渣是 (A)氧化鐵 (B)氧化鈣 (C)碳 (D)氧化碳 。
57. 下述各種氣體何者為非可燃性氣體 (A)氧氣 (B)乙炔 (C)煤氣 (D)氫氣 。
58. 在乙炔鋼瓶內裝入______為安定乙炔 。 (A)丙烯 (B)丙酮 (C)丙烴 (D)丙烷係
59. 乙炔瓶的安全塞其溶解溫度為 (A)80℃ (B)100℃ (C)120℃ (D)140℃ 。
60. 氣銲時發生倒燃現象稱為 (A)溫火 (B)退火 (C)逆火 (D)淬火 。
61. 乙炔工作壓力之使用不得超過表壓力 ______kg/cm
2
以上。(A)1.3 (B)1.4 (C)1.5 (D)1.6
62. 火焰切割操作時,若火口不潔,所切割的面會產生 (A)凹焰 (B)熔渣 (C)表面過熔 (D)過熱 。
63. 板厚 20mm 要割斜
是多少 mm (A)10.0 (B)11.6 (C)17.32 (D)20.0(註 D=t‧tan30°)。
64. 氧氣之純度不良時會影響切割品質,故其純度要求至少為 (A)98~98.5% (B)98.5~99% (C)99~99.5% (D)99.5~99.8% 。
65. 構件上用瓦斯割圓孔時,應從 (A)圓周線外 (B)圓周線上 (C)圓心 (D)圓周線內近處開始。
66. 板厚在 3.0mm 以下,用氧乙炔切割時,切割器應和鐵板成何角度為宜 (A)15°~30° (B)45°~60° (C)60°~75° (D)75°~90° 。
67. 在大氣壓下一體積之丙酮可溶解______倍之乙炔。 (A)15 (B)25 (C)35 (D)45
68.
瓦斯切割面之外觀如圖形其原因下述何項為誤 (A)切割速度太慢 (B)切割速度太快 (C)火口太低 (D)預熱過大 。
69. 氧氣少,而乙炔多,所產生火焰為 (A)紅白色 (B)青白色 (C)灰白色 (D)青紅色 。
70. 使用氧乙炔切割時,其火口孔徑越大則可切割鋼板厚度 (A)愈厚 (B)愈薄 (C)與切割器種類有關 (D)與鋼板厚薄無關 。
申論題 (0)
相關試卷
114年 - 01500 冷作 丙級 工作項目 07:其他加工 1-50(2025/10/13 更新)#132078
114年 · #132078
114年 - 01500 冷作 丙級 工作項目 06:銲接組合 51-100(2025/10/13 更新)#132077
114年 · #132077
114年 - 01500 冷作 丙級 工作項目 06:銲接組合 1-50(2025/10/13 更新)#132076
114年 · #132076
114年 - 01500 冷作 丙級 工作項目 05:機械操作 1-50(2025/10/13 更新)#132075
114年 · #132075
114年 - 01500 冷作 丙級 工作項目 03:劃線 1-40(2025/10/13 更新)#132073
114年 · #132073
114年 - 01500 冷作 丙級 工作項目 02:量具使用 1-50(2025/10/13 更新)#132072
114年 · #132072
114年 - 01500 冷作 丙級 工作項目 01:識圖 51-80(2025/10/13 更新)#132071
114年 · #132071
114年 - 01500 冷作 丙級 工作項目 01:識圖 1-50(2025/10/13 更新)#132070
114年 · #132070
113年 - 113-1 全國技術士技能檢定學科_丙級:01500冷作#127905
113年 · #127905
111年 - 111-1 全國技術士技能檢定學科_丙級:01500冷作#112978
111年 · #112978
 阿摩線上測驗
登入
阿摩線上測驗
登入
 如圖斜度切割 12mm 厚鋼板時,S 是多少 mm (A)8mm (B)10mm (C)12mm (D)14mm 。
如圖斜度切割 12mm 厚鋼板時,S 是多少 mm (A)8mm (B)10mm (C)12mm (D)14mm 。 由中心孔洞吹出之氣體為 (A)低壓氧氣 (B)高壓氧氣(C)乙炔氣 (D)混合氣 。
由中心孔洞吹出之氣體為 (A)低壓氧氣 (B)高壓氧氣(C)乙炔氣 (D)混合氣 。 容積之鋼瓶,可儲存之氧氣量為
容積之鋼瓶,可儲存之氧氣量為 。 (A)4000 (B)4500 (C)6000 (D)8000
。 (A)4000 (B)4500 (C)6000 (D)8000  是多少 mm (A)10.0 (B)11.6 (C)17.32 (D)20.0(註 D=t‧tan30°)。
是多少 mm (A)10.0 (B)11.6 (C)17.32 (D)20.0(註 D=t‧tan30°)。 瓦斯切割面之外觀如圖形其原因下述何項為誤 (A)切割速度太慢 (B)切割速度太快 (C)火口太低 (D)預熱過大 。
瓦斯切割面之外觀如圖形其原因下述何項為誤 (A)切割速度太慢 (B)切割速度太快 (C)火口太低 (D)預熱過大 。