阿摩線上測驗
登入
首頁
>
技檢◆冷作-丙級
> 114年 - 01500 冷作 丙級 工作項目 06:銲接組合 1-50(2025/10/13 更新)#132076
114年 - 01500 冷作 丙級 工作項目 06:銲接組合 1-50(2025/10/13 更新)#132076
科目:
技檢◆冷作-丙級 |
年份:
114年 |
選擇題數:
50 |
申論題數:
0
試卷資訊
所屬科目:
技檢◆冷作-丙級
選擇題 (50)
1. 電銲時開槽太小容易產生 (A)變形 (B)氣孔 (C)夾渣 (D)下陷 。
2. 鋼絲刷之用途很廣,除用於清除銲渣外還可以刷 (A)鋼板鐵銹 (B)銲接護具(C)切割用具 (D)清潔切割熔渣 。
3. 設有楔形鐵(Wedge)其斜面為 20/100 為省力利用楔形鐵來提高 350 公斤重物,試問在理論上不計摩擦時應用推力為 (A)35 公斤 (B)70 公斤 (C)175 公斤(D)225 公斤 。
4. 無墊板對接手銲時,接縫之間隙應以 (A)0~3mm (B)3~6mm (C)6~9mm (D)不限制 。
5. 一般構件,螺絲鎖緊後至少應伸出 (A)10mm (B)5mm (C)0mm (D)不一定 。
6. 使用壓具(PIECE)時,應點銲 (A)受力之正面 (B)受力之對面 (C)兩側 (D)不限制 。
7. 利用電弧來熔化母材與銲條之銲接方法稱為 (A)電弧銲接 (B)氣銲銲接 (C)電阻銲接 (D)銀銲銲接 。
8. 一般構造物,其重要強度處之銲接宜考慮 (A)減少銲接長度 (B)減少變形 (C)製品外觀 (D)切割方法 。
9.
之符號是表示 (A)開孔符號 (B)對接符號 (C)搭接符號 (D)貫通符號 。
10. 包藥銲條要節省使用,其剩餘廢棄之長度不可超過_______以內。 (A)10mm (B)20mm (C)50mm (D)70mm
11.
左圖構件 L 部常留 10~15mm 的主要作用是 (A)增加美觀 (B)增加強度(C)使電銲圍繞完美 (D)使切割容易 。
12. 手銲用交流電銲機上調整之轉盤是用以調整 (A)電壓 (B)電阻 (C)速度 (D)電流 。
13. 較適合點銲之銲條為 (A)
Φ
4mm (B)
Φ
5mm (C)
Φ
6mm (D)
Φ
7mm 。
14. 在修理保養上交流電銲機較直流電銲機 (A)困難 (B)容易 (C)相同 (D)視廠牌而異 。
15. 電銲機之輸出端是 (A)電壓高電流小 (B)電壓低電流大 (C)電壓高電流大 (D)電壓低電流小 。
16. 銲接時為了防止鋼板變形應 (A)調整大電流 (B)銲接速度加快 (C)注意電流及速度 (D)選擇電銲條 。
17. 銲縫內有水份,銲接時 (A)水分因熱而蒸發,不影響銲接品質 (B)如同使用潮濕銲條會有氣孔產生 (C)會產生較多噴濺物 (D)以最慢速度銲接可得良好結果 。
18. 虎鉗的功用可以作為 (A)工作台 (B)夾持工件 (C)鐵砧 (D)鑽孔使用 。
19. 銲接時為了使銲道表面及滲透良好,電流調整必須配合下列何者為佳 (A)銲接姿勢與鋼板厚度 (B)銲接角度與進行速度 (C)銲接形狀與護具用具 (D)通風與照明良好 。
20. 電銲時發現手把線溫度過高,宜改用何種電銲條 (A)較細較長 (B)較細較短(C)較粗較短 (D)較粗較長 。
21. 厚鋼板對接時,開槽目的為 (A)銲縫容易滲透增加強度 (B)增加銲道寬容易組合 (C)銲接時容易工作 (D)減少銲接時變形 。
22. 電弧銲之接合方式是 (A)壓接 (B)鍛接 (C)鑞接 (D)熔接 。
23. 電銲條 E-4301 是屬 (A)高氧化系 (B)鈦鐵礦系 (C)高纖維素系 (D)低氫系 。
24. 通常手銲開 V 型槽的角度為 (A)15° (B)30° (C)60° (D)90° 。
25. 氣銲所使用之符號與電銲符號 (A)完全相同 (B)完全不同 (C)大部分相同 (D)大部分不同 。
26. 施銲時,銲縫間隙愈大,則銲件收縮 (A)愈小 (B)愈大 (C)不會收縮 (D)無關 。
【已刪除】27. (本題刪題)_________稱為根部間隙 。 (A)
(B)
(C)
(D)
28. 銲接後產生收縮變形是發生在 (A)銲縫長之單一方向 (B)與銲縫成直角之方向 (C)1、2 項皆有 (D)與銲縫方向無關 。
29. 吊掛一物件之數條鋼索,其合力應與該物件之_______在一直線上 。 (A)中心 (B)垂心 (C)重心 (D)圓心
30. 兩板對接是__________ 的接法 。(A)
(B)
(C)
(D)
31. 下向、立向、仰向三種銲姿中選用電流最大的是 (A)仰向 (B)立向 (C)下向 (D)視技術而定 。
32. CO 電銲時,CO 氣體之功用為 (A)增加母材強度 (B)增加滲透力 (C)增加銲接速度 (D)保護電弧,不使氧化 。
33. 虎鉗大小規格是以 (A)鉗口的寬度 (B)虎鉗的重量 (C)虎鉗的長度 (D)承受力的大小決定 。
34.
吊索承受力量 F (A)577kg (B)707kg (C)775kg (D)1000kg 。
35. 因銲接變形之軟鋼,以加熱方法矯正時,須嚴格控制加熱溫度,不得超過(A)650℃ (B)800℃ (C)1200℃ (D)1500℃ 。
36. 下列何者非為銲接時工作物容易產生變形的原因 (A)銲接後其組織變化引起變形 (B)銲接後局部強度加大而變形 (C)銲接處溫度與附近之溫度差極大產生變形 (D)銲機的廠牌 。
37. 檢定用之構造物其點銲長度為 (A)20~30mm (B)35~45mm (C)50~60mm (D)65~75mm 。
38. 銲接至終點要填滿熔池時 (A)銲條在終點作短暫停留後急速熄弧 (B)銲條在終點時拉長電弧後急速熄弧 (C)銲條至終點後急速熄弧 (D)銲條至終點後縮短電弧急速熄弧 。
39. 將二塊金屬板重疊接合者謂之 (A)對接 (B)搭接 (C)榫接 (D)補強 。
40. 為了防止對接銲構件之角變形 (A)應加多銲道層數 (B)減少銲接之滲透 (C)應銲接壓具固定 (D)採用其他防止變形方法 。
41. 電銲機在額定電流下超過額定使用率時,對電銲機 (A)會損害 (B)無影響 (C)會延長銲機壽命 (D)減少故障 。
42. 點銲時其電流調整 (A)為使滲透小,電流要大 (B)為使滲透大,電流要小 (C)大小要與正規銲接相同 (D)應比正規銲接稍大 。
43. 點銲之引弧應在 (A)銲縫外 (B)銲縫內 (C)構件表面任何處 (D)銲縫內外均可 。
44. 一般使用鉚釘接合時,材料的總厚度最好不得超過鉚釘直徑的 (A)一倍 (B)三倍 (C)五倍 (D)七倍 。
45. 構件組合時其位置之調整最多須 (A)一個方向 (B)二個方向 (C)三個方向 (D)四個方向 要調整。
46. 銲縫內若有留下切割熔渣,對銲接品質 (A)無影響,因銲接後會熔化 (B)銲接時以較大電流銲接即可 (C)有影響故應先清除熔渣後方可銲接 (D)有影響但與強度無關 。
47. 銲接前預熱措施之主要目的是 (A)燒除雜物 (B)清除水分 (C)避免龜裂 (D)加強銲藥附著力 。
48. 潮濕銲條使用後 (A)銲道上有氣孔 (B)無法引弧 (C)會有凝結水在銲道邊出現(D)噴濺物較多 。
49. 下列何者非為下雨時不可電銲的原因 (A)銲接人員容易觸電 (B)銲接部位會淋雨而無保護 (C)銲接部位會影響電銲品質 (D)工作效率差 。
50. 水平銲接 12mm 厚之鋼板,選用 5 的電銲條,其電流為 (A)100~150A (B)160~200A (C)210~250A (D)300A 以上 。
申論題 (0)
相關試卷
114年 - 01500 冷作 丙級 工作項目 07:其他加工 1-50(2025/10/13 更新)#132078
114年 · #132078
114年 - 01500 冷作 丙級 工作項目 06:銲接組合 51-100(2025/10/13 更新)#132077
114年 · #132077
114年 - 01500 冷作 丙級 工作項目 05:機械操作 1-50(2025/10/13 更新)#132075
114年 · #132075
114年 - 01500 冷作 丙級 工作項目 04:切割 1-70(2025/10/13 更新)#132074
114年 · #132074
114年 - 01500 冷作 丙級 工作項目 03:劃線 1-40(2025/10/13 更新)#132073
114年 · #132073
114年 - 01500 冷作 丙級 工作項目 02:量具使用 1-50(2025/10/13 更新)#132072
114年 · #132072
114年 - 01500 冷作 丙級 工作項目 01:識圖 51-80(2025/10/13 更新)#132071
114年 · #132071
114年 - 01500 冷作 丙級 工作項目 01:識圖 1-50(2025/10/13 更新)#132070
114年 · #132070
113年 - 113-1 全國技術士技能檢定學科_丙級:01500冷作#127905
113年 · #127905
111年 - 111-1 全國技術士技能檢定學科_丙級:01500冷作#112978
111年 · #112978
 阿摩線上測驗
登入
阿摩線上測驗
登入
 之符號是表示 (A)開孔符號 (B)對接符號 (C)搭接符號 (D)貫通符號 。
之符號是表示 (A)開孔符號 (B)對接符號 (C)搭接符號 (D)貫通符號 。 左圖構件 L 部常留 10~15mm 的主要作用是 (A)增加美觀 (B)增加強度(C)使電銲圍繞完美 (D)使切割容易 。
左圖構件 L 部常留 10~15mm 的主要作用是 (A)增加美觀 (B)增加強度(C)使電銲圍繞完美 (D)使切割容易 。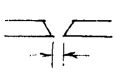 (B)
(B) (C)
(C)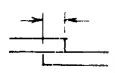 (D)
(D) 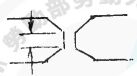
 (B)
(B) (C)
(C)  (D)
(D) 
 吊索承受力量 F (A)577kg (B)707kg (C)775kg (D)1000kg 。
吊索承受力量 F (A)577kg (B)707kg (C)775kg (D)1000kg 。