阿摩線上測驗
登入
首頁
>
技檢◆半自動電銲-單一級
> 114年 - 09700 半自動電銲 單一 工作項目 02:作業準備 101-150(2025/12/08 更新)#134417
114年 - 09700 半自動電銲 單一 工作項目 02:作業準備 101-150(2025/12/08 更新)#134417
科目:
技檢◆半自動電銲-單一級 |
年份:
114年 |
選擇題數:
50 |
申論題數:
0
試卷資訊
所屬科目:
技檢◆半自動電銲-單一級
選擇題 (50)
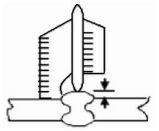
101. 下圖所示銲接量規正在量取
(A)喉深 (B)腳長 (C)根部間隙 (D)銲冠高度 。
102. 下圖箭頭所指部位稱為
(A)槽面 (B)根部面 (C)斜角 (D)槽角 。
103. 下圖所示精度 1/20 公厘游標尺之讀數為多少?
(A)0.90 (B)9.50 (C)14.25 (D)14.50 mm。
104. 下列銲線中使用電流最低的是 CNS (A)YGW11 (B)YGW12 (C)YGW13 (D)YGW14 。
105. 用於鋼鐵銲接的半自動銲線中,可用於大電流平銲及水平角銲位置的銲線為 (A)YGW11 (B)YGW12 (C)YGW14 (D)YGW16 。
106. 銲接薄鋼板時,為防止燒穿,宜選用之銲線是 (A)YGW11 (B)YGW12 (C)YGW13 (D)YGW14 。
107. 決定銲線大小主要的因素是 (A)銲線的存量 (B)技術的程度 (C)工件的多寡 (D)工件物厚薄 。
108. 半自動電銲用實心銲線中一般所添加的脫氧劑是 (A)錳與鈮 (B)釩與矽 (C)鈷與矽 (D)錳與矽 。
109. 銹蝕的銲線最常發生之缺點 (A)氣孔 (B)變形 (C)銲蝕 (D)搭疊 。
110. 使用包藥銲線銲接比實心銲線的優點是 (A)滲透力深 (B)煙塵量較少 (C)電弧柔和外觀優美 (D)成本低廉 。
111. 板厚在 4.5 公厘以下之方槽開槽對接,用 CO
2
蔽護,選用之包藥銲線之線徑應為 _________mm。(A)1.2 (B)1.6 (C)2.4 (D)3.2
112. 輕金屬其比重為 (A)4 以下 (B)5~7 (C)8~10 (D)11~14 。
113. ISO 制抗拉強度的單位是 (A)lb/mm
2
(B)lb/in
2
(C)N/mm
2
(D)kgf/cm
2
。
114. 鐵的熔點比銅 (A)高 (B)低 (C)大致相同 (D)高低不定 。
115. 下列金屬中熔點溫度最高的是 (A)鎢 (B)錫 (C)金 (D)鐵 。
116. 鋼鐵材料中有害的元素被限制在 0.03%以下者是 (A)碳 (B)錳 (C)磷 (D)銅 。
117. 鋼中含碳量為 0.21%是屬於 (A)低碳鋼 (B)中碳鋼 (C)高碳鋼 (D)工具鋼 。
118. 抗拉強度 400N/mm
2
是指材料強度為 (A)400N 的 2 倍 (B)400N 的 1/2 倍 (C)400N 的 2 次方 (D)每平方公厘 400N 。
119. 含量多時易生偏析的元素是 (A)碳 (B)磷 (C)矽 (D)錳 。
120. 軟鋼的含碳量在 (A)0.3%以下 (B)0.3~0.5% (C)0.4~0.6% (D)0.6%以上 。
121. 使用低電流銲接時,直流電銲機的電弧比交流電銲機 (A)穩定 (B)不穩定 (C)強 (D)弱 。
122. 手工電銲使用可動鐵心型交流電銲機較直流電銲機普遍之原因是 (A)構造簡單,可承受較大之輸入電壓變動 (B)美觀大方 (C)電流方向不變且穩定 (D)耗電較小 。
123. 目前應用最為普遍的手工交流電銲機型式為 (A)電力啟動發電機型 (B)變壓器型 (C)整流式型 (D)引擎啟動發電機型 。
124. 可動鐵心型交流電銲機在構造上與普通變壓器 (A)完全相同 (B)稍有不同 (C)完全不同 (D)外表完全相同 。
125. 可動鐵心型電銲機的主要構造部份是 (A)電流調整器 (B)變壓器 (C)整流器 (D)電源開關 。
126. 手工電銲的銲機之特性是屬於 (A)定電壓式 (B)定電流式 (C)定速度式 (D)昇壓式 。
127. 電銲機之性能呈垂下特性曲線時,當電弧長度增長,電弧電壓會 (A)增加(B)降低 (C)不變 (D)不一定 。
128. 手工電銲機之二次端負載電壓約是 (A)220~440 (B)110~220 (C)70~80 (D)20~40 伏。
129. 電壓 220 伏電銲機,誤接電壓 440 伏電源時,電銲機 (A)線圈燒燬 (B)電流增大 (C)電流不穩 (D)銲接電壓減低 。
130. 電銲機輸出端與輸入端相比是 (A)電壓低、電流大 (B)電壓高、電流大 (C)電壓低、電流小 (D)電壓高、電流小 。
131. 電銲機輸入端的電源電壓都比輸出端的銲接電壓 (A)高 (B)低 (C)相同 (D)不一定 。
132. 矽控整流型直流電銲機的無負荷電壓較可動鐵心型電銲機 (A)高 (B)低 (C)相同 (D)不一定 。
133. 不會發生偏弧現象的電銲機是 (A)馬達發電機型 (B)整流器型 (C)交流電銲機(D)直流電銲機 。
134. 電銲機機殼的接地是為了預防 (A)偏弧 (B)電銲機振動 (C)電擊 (D)火災 。
135. 電銲機的接線中一次端指: (A)電銲機電源端 (B)電銲機手把線端 (C)電銲機地線端 (D)電銲機工作物端 。
136. 電銲的消耗性電極是指 (A)母材 (B)銲線 (C)銲渣 (D)鎢棒 。
137. 電銲機內部受潮時,則線圈間之電阻 (A)降低 (B)加大 (C)不變 (D)不穩定 。
138. 交流電是指電流 (A)由一次端經銲機到二次端 (B)由負極到正極 (C)由正極到負極 (D)正負極互換之謂 。
139. 電銲機內部如附有風扇,其主要作用是 (A)使銲機內部溫度降低 (B)增加輸出電壓 (C)吹除電銲機內部灰塵 (D)使工作人員有良好通風 。
140. 銲接厚鋼板較不適用之銲法 (A)潛弧銲法 (B)TIG 銲法 (C)MIG 銲法 (D)CO2銲法 。
141. 電銲機的規格中 AW300 之"AW"是代表 (A)電流數值 (B)電壓數值 (C)交流電銲機 (D)廠牌名稱 。
142. 下列銲接法中何者所用電銲機的額定電流最高 (A)TIG 銲 (B)MIG 銲 (C)一般手工電銲 (D)潛弧銲 。
143. 修理與保養較易之電銲機是 (A)氬銲機 (B)可動鐵心型電銲機 (C)半自動電銲機 (D)引擎式電銲機 。
144. 要維護電銲機壽命,使用大電流時,應注意 (A)電弧長短 (B)電壓高低 (C)額定使用率 (D)電擊防止器 。
145. 保養清潔電銲機,事先必須準備 (A)清水及擦拭布 (B)砂輪機 (C)壓縮空氣及手工具 (D)乙炔、氧氣 。
146. 半自動電銲機內部, (A)不可拆開保養 (B)使用時才保養 (C)應不定期保養 (D)應定期檢查保養 。
147. 直流電銲機電極負接線法是將正極端(+)接於 (A)母材 (B)銲條 (C)電源 (D)地線 。
148. 直流電銲機之輸出端中,正極端所產生之熱量較負極 (A)分散 (B)低 (C)高 (D)波動 。
149. 直流電銲機電極正的接線法是 (A)銲槍接負極 (B)銲槍接正極 (C)銲槍接一次端 (D)銲槍接地線 。
150. 使用直流電銲機時,當銲件接正極,電銲條接負極時之接線法稱之 (A)電極負 (B)電極正 (C)高頻脈衝 (D)低頻脈衝 。
申論題 (0)
相關試卷
114年 - 09700 半自動電銲 單一 工作項目 06:銲道檢驗 1-45(2025/12/08 更新)#134430
114年 · #134430
114年 - 09700 半自動電銲 單一 工作項目 05:銲道清潔 1-17(2025/12/08 更新)#134429
114年 · #134429
114年 - 09700 半自動電銲 單一 工作項目 04:銲接施工 251-291(2025/12/08 更新)#134428
114年 · #134428
114年 - 09700 半自動電銲 單一 工作項目 04:銲接施工 201-250(2025/12/08 更新)#134427
114年 · #134427
114年 - 09700 半自動電銲 單一 工作項目 04:銲接施工 151-200(2025/12/08 更新)#134426
114年 · #134426
114年 - 09700 半自動電銲 單一 工作項目 04:銲接施工 101-150(2025/12/08 更新)#134425
114年 · #134425
114年 - 09700 半自動電銲 單一 工作項目 04:銲接施工 51-100(2025/12/08 更新)#134424
114年 · #134424
114年 - 09700 半自動電銲 單一 工作項目 04:銲接施工 1-50(2025/12/08 更新)#134423
114年 · #134423
114年 - 09700 半自動電銲 單一 工作項目 03:材加工與組合 1-47(2025/12/08 更新)#134422
114年 · #134422
114年 - 09700 半自動電銲 單一 工作項目 02:作業準備 301-330(2025/12/08 更新)#134421
114年 · #134421
 阿摩線上測驗
登入
阿摩線上測驗
登入
 (A)喉深 (B)腳長 (C)根部間隙 (D)銲冠高度 。
(A)喉深 (B)腳長 (C)根部間隙 (D)銲冠高度 。 (A)槽面 (B)根部面 (C)斜角 (D)槽角 。
(A)槽面 (B)根部面 (C)斜角 (D)槽角 。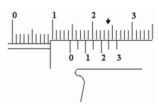 (A)0.90 (B)9.50 (C)14.25 (D)14.50 mm。
(A)0.90 (B)9.50 (C)14.25 (D)14.50 mm。